6063 Aluminiumbleche Schnelle Extrusion der neuen Technologie
6063 Aluminiumblechewird häufig in Extrusionskonstruktionsprofilen und Industrieprofilen verwendet und ist eine sehr gute Verformung der Aluminiumlegierung. Gegenwärtig nähert sich Chinas Heißverformungs-Extrusionsverfahren für Aluminiumlegierungen allmählich der Reife, aber im Vergleich zu ausländischen Industrieländern gibt es immer noch eine große Lücke.
Mit der Materialverarbeitung zu hoher Geschwindigkeit, Energieeinsparung und kontinuierlicher Richtung wollen viele Hersteller von Aluminiumblechextrusionen in den letzten Jahren die Niedertemperatur-Schnellextrusion neuer Technologien einsetzen. Normalerweise 6063 Aluminiumbleche feste Extrusionsgeschwindigkeit zwischen 15 m / min-50 m / min, Hohlprofile in der 10 m / min-35 m / min.

6063 Aluminiumbleche
Wenn die Extrusionsgeschwindigkeit zu schnell ist, erscheint die Oberfläche des Produkts mit Lochfraß, Rissen und anderen Phänomenen und erhöht die Metallheterogenität. Wie erreicht man eine schnelle Extrusion bei gleichzeitiger Gewährleistung der Produktqualität?
1. Ausgezeichnetes Design der schnellen Extrusionsdüse
Im Vergleich zu gewöhnlichen Aluminium-Strangpresswerkzeugen erfordert das Bullaugenwerkzeug ein schnelles, großes Pressen, um eine ausreichende Materialversorgung sicherzustellen. dünner oberer Stempel, gibt dem Material einen kurzen Weg schonen; kurze Formfläche, d. h. der Widerstand von Aluminium gegenüber der Form ist verringert; Wenn der Extrusionsprozess abgeschlossen ist, die Temperatur der Verformungszone, je schneller die Extrusionsgeschwindigkeit ist, steigt die Temperatur der Verformungszone auch zu schnell an, daher sollte die Form mit dem Formkühlsystem gewährleistet sein, dass die Temperaturstabilität der Extrusionsdüse niedrig ist Temperatur hoch, um eine schnelle Extrusion zu erreichen, gewährleistet auch die Lebensdauer der Form und die Profilqualität. Darüber hinaus ist die Materialleistung der schnellen Extrusionsdüse besser.

6063 Aluminiumbleche
2. Die Qualitätsspezifikationen für 6063 Aluminiumbleche
Für die schnelle Extrusion müssen Aluminiumbleche höher sein als die normale Extrusion, Aluminiumbleche müssen alle homogen sein, Aluminiumbleche dürfen kein Öl enthalten, gemischt. Durch die homogene Behandlung der Legierung kann die Extrusionsgeschwindigkeit erhöht werden, wodurch die Presskraft gegenüber dem nicht homogenisierten Barren um etwa 6 % bis 15 % reduziert werden kann. Mg2Si wird fast vollständig in der Matrix verfestigt und überschüssiges Si wird in feinen Partikeln gelöst oder dispergiert.
Solche Barren können schnell bei niedrigeren Temperaturen extrudiert werden und erreichen hervorragende mechanische Eigenschaften und Oberflächenglanz. Magnesium wird im Allgemeinen auf etwa 0,5 % kontrolliert, Mg 2 Si-Gesamtsteuerung auf etwa 0,82 %. Wenn das Silizium über 0,01% der mechanischen Eigenschaften der Legierung σb etwa 218 MPa beträgt, hat die nationale Standardleistung stark überschritten, und überschüssiges Silizium von 0,01% auf 0,13%, σb kann auf 250 MPa erhöht werden, dh um 14,6%.
Um eine bestimmte Menge an Mg2Si zu bilden, müssen zunächst Fe und Mn und andere Verunreinigungen berücksichtigt werden, die durch den Verlust von Silizium verursacht werden, dh dafür sorgen, dass eine bestimmte Menge an überschüssigem Silizium vorhanden ist. Damit das Magnesium der 6063-Legierung vollständig mit dem Silizium übereinstimmt, müssen die eigentlichen Inhaltsstoffe bewusst aus Mg: Si bestehen

6063 Aluminiumbleche
3. Anforderungen an die Extrusionsausrüstung
Der Extruder muss über eine Extrusion mit konstanter Geschwindigkeit und ein isobares Quetschkontrollsystem verfügen. Der Fortschritt der modernen Technologie, Extrusionsgeschwindigkeit kann eine Programmsteuerung oder Simulationsprogrammsteuerung erreichen, aber auch die Entwicklung von isothermen Extrusionsprozessen und CADEX und anderen neuen Technologien.
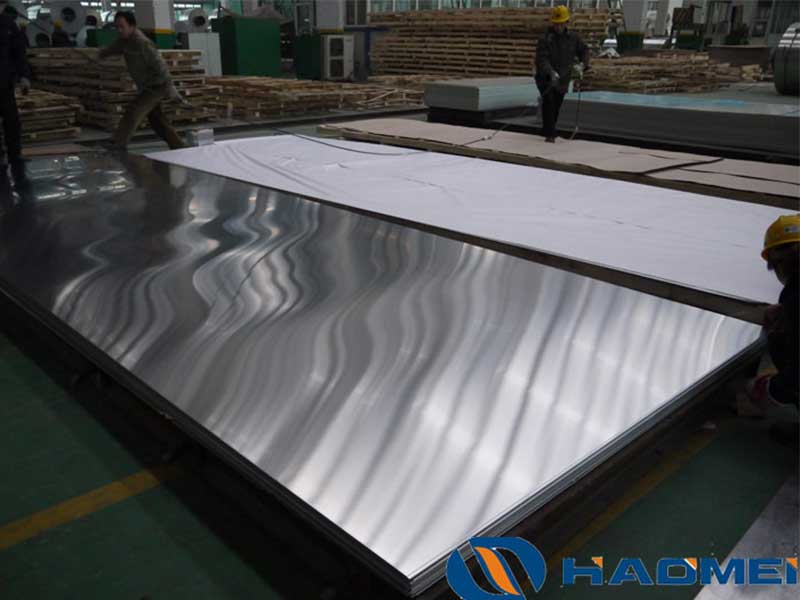
Durch automatisches Einstellen der Extrusionsgeschwindigkeit, um die Temperatur der Verformungszone innerhalb eines bestimmten konstanten Bereichs zu halten, kann eine schnelle Extrusion erreicht werden, ohne den Zweck zu knacken, und mit der Extrusion kein isothermes Extrusionssteuersystem, Hochgeschwindigkeitsextrusion. Die tatsächliche Temperatur wird gequetscht deutlich erhöht, das heißt, es gibt kein Extrusions- und isothermisches Extrusionssteuersystem mit konstanter Geschwindigkeit, das Produkt der Entladerate ist inkonsistent, die Oberfläche der extrudierten Produkte erscheint wellig oder sogar rissig bei Extrusionsfehlern, die keine schnelle Extrusion erreichen können.

6063 Aluminiumbleche
4. Anforderungen an den Weg aus dem Material
Nachdem das Produkt aus der Formaustragsöffnung ausgetragen wurde, ist es notwendig, eine Zugmaschine zu haben, vorzugsweise eine Doppelzugmaschine, um sicherzustellen, dass es schnell entlang der Längsausrichtung der Extrusionsmittellinie vorgeschoben werden kann. Es gibt keine Traktion der Traktionsmaschine, der schnelle Abfluss der Produktoberfläche kann ähnlich wie die Wasserkräuselungsfehler erscheinen oder das Produkt teilweise verbiegen oder sogar das Material blockieren.
5. Schnelle Extrusion neuer Technologie
Schnelle Extrusion Extrusionsgeschwindigkeit kann im Allgemeinen auf die allgemeine Extrusionsgeschwindigkeit von 2-4 Mal erhöht werden, Experten durch mehr als ein Jahr der Bemühungen, es gibt einige Extrusionsgeschwindigkeiten von Düsen, die mehr als 60 m / min erreicht haben, um eine schnelle Extrusion zu erreichen. Im Vergleich zur allgemeinen Extrusion erfordert das schnelle Extrusionsverfahren strengere Anforderungen.
6. Anforderungen an die Beheizung von Aluminiumstangen, Formen und Extrusionszylindern
Um die Produktionseffizienz zu verbessern, können dabei viele Maßnahmen ergriffen werden. Bei Verwendung der Induktionsheizung gibt es entlang der Länge des Barrens einen Temperaturgradienten von 40-60 ℃ (Gradientenheizung). Drücken Sie die Hochtemperaturseite in Richtung der Extrusionsdüse und die Niedertemperaturseite in Richtung des Extrusionskissens, um einen Teil der Verformung auszugleichen Wärme.
Für die Extrusionsproduktion ist die Extrusionstemperatur der grundlegendste und kritischste Prozessfaktor. Extrusionstemperatur auf die Produktqualität, Produktionseffizienz, Werkzeuglebensdauer, Energieverbrauch und so haben einen großen Einfluss. Das wichtigste Problem der Extrusion ist die Kontrolle der Metalltemperatur vom Beginn der Aluminiumbleche bis zum Extrudieren des Abschreckens des Profils, um sicherzustellen, dass die Struktur der gelösten Phase nicht aus der festen Lösung ausfällt oder kleine Niederschlagspartikel zeigt .
Die Erwärmungstemperatur des Aluminiumstabs aus 6063-Legierung wird im Allgemeinen auf den Temperaturbereich der Mg2Si-Ausscheidung eingestellt. Die Erwärmungszeit auf die Ausscheidung von Mg2Si hat einen wichtigen Einfluss. Die Verwendung einer schnellen Erwärmung kann die mögliche Ausscheidungszeit erheblich verkürzen. Die Heiztemperatur von Aluminiumblechen wird im Allgemeinen auf 430-460 ℃ eingestellt, der Split-Modus auf 440-470 ℃, um eine schnelle Extrusion bei niedriger Temperatur zu erreichen.
Formheizofentemperatur: flache Formtemperatur 450-480 ℃; geteilte Form 460-495 ℃; Form- und Splitform-Mischheiztemperatur 460-495 ℃.
Die Heiztemperatur des Extruderzylinders ist etwa 50 ℃ niedriger als die Temperatur des Aluminiumstabs und steigt beim Erhitzen allmählich auf die angegebene Temperatur, sodass die Temperatur jedes Teils gleichmäßig ist und die Innentemperatur des Extruderrohrs kontrolliert wird 380-420 ℃. Die Außentemperatur ist höher als die Innentemperatur und die Temperaturdifferenz wird innerhalb von 50 ℃ geregelt.
7. Prozesskontrolle für schnellen Extrusionsprozess
Schnelle Extrusion bei niedriger Temperatur bezieht sich auf die Extrusionstemperatur unter 450 ℃, und die Austrittsgeschwindigkeit ist höher als 60 m / min, dh um sicherzustellen, dass die Profilauslasstemperatur die Abschrecktemperaturbedingungen der direkten Luftkühlung erreicht, um die Erwärmung so weit wie möglich zu reduzieren Temperatur von Aluminiumblechen, durch Verbessern Sie die Extrusionsgeschwindigkeit, so dass der Produkttemperaturanstieg kompensiert wird, um den Zweck der schnellen Extrusion bei niedriger Temperatur zu erreichen, was nicht nur die Produktionseffizienz verbessert, sondern auch Energie spart.
Verglichen mit dem gewöhnlichen Extrusionsverfahren hat das Niedertemperatur-Schnellextrusionsverfahren seine herausragenden Vorteile: Aufgrund der niedrigen Temperatur beim Extrudieren verkürzt sich die Heizzeit des Rohlings entsprechend, während die Verformungsgeschwindigkeit und die Rohlingsverformungszeit kurz sind, um sowohl Energie zu sparen als auch stark verbessert die produktion effizienz.
https://www.aluminum-sheet-metal.com/a/6063-aluminium-sheets-rapid-extrusion-of-new-technology.html
Verwandt Produkte

Verwandt Bloggen
Unterschied zwischen der 6061 und 7075 Aluminiumplatte

Unterschied zwischen 7075, 6063 und 6061 Aluminiumblech
Auto-Aluminiumplatte in der aluminiumverarbeitenden Industrie
Haomei Aluminium 6061 und 7075 Aluminium-Magnesium-Legierungsblechplatte
6061 6063 6060 Aluminiumplatte in Marinequalität
Der Unterschied zwischen 6061 6063 und 7075 Aluminiumplatte