Mill finish and mirror finish may sound like two ends of the surface spectrum, yet in the world of 1050 and 1060 aluminum coil they are best understood as two "starting points" for performance. One is the honest, production-ready base surface that prioritizes formability and stable processing. The other is an optical-grade skin engineered to reflect, brighten, and elevate the final product. When buyers specify "mill finish mirror finish alloy coil 1050 1060 aluminum coil," they are usually looking for a material family that can serve both roles: a reliable high-purity aluminum core, delivered as coil for efficient fabrication, with the option to keep it industrial-simple or take it all the way to high-reflectivity brilliance.
What makes 1050 and 1060 coil different in practice
Alloys 1050 and 1060 belong to the 1xxx series, known for high aluminum purity, excellent corrosion resistance, strong electrical and thermal conductivity, and exceptionally smooth forming behavior. The functional difference between them is subtle but meaningful: 1060 has higher aluminum content than 1050, which typically translates to slightly better conductivity and corrosion behavior, with very similar mechanical performance in common tempers. If your application is reflectors, lighting, signage, or thermal management, those small differences can matter; if it is deep drawing or general sheet metal, both are popular because they are forgiving and consistent.
A useful way to view these alloys is as "surface carriers." The bulk metal is stable, clean, and easy to work, while the surface can be tailored. Mill finish is often selected when the coil will be painted, coated, laminated, embossed, or formed into parts where appearance is secondary. Mirror finish is selected when appearance is the function-reflectance becomes productivity, safety, or brand value.
Mill finish vs mirror finish: function-driven surfaces
Mill finish is the coil as it leaves the rolling line after standard processing. It has a uniform metallic tone, light rolling marks, and a surface that is ideal for downstream finishing. Many buyers choose mill finish 1050/1060 coil for:
- Coil coating and color-coated panels, where adhesion and consistency matter
- Deep-drawn parts, cookware bases, closures, and housings
- Insulation jacketing, ducting, and general fabrication
- Electrical and transformer applications where conductivity is and surface gloss is not
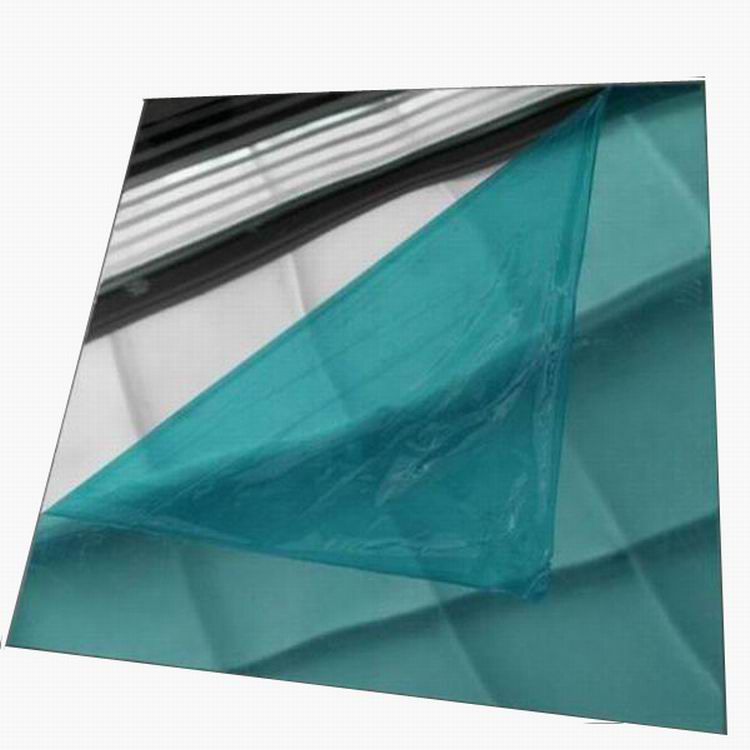
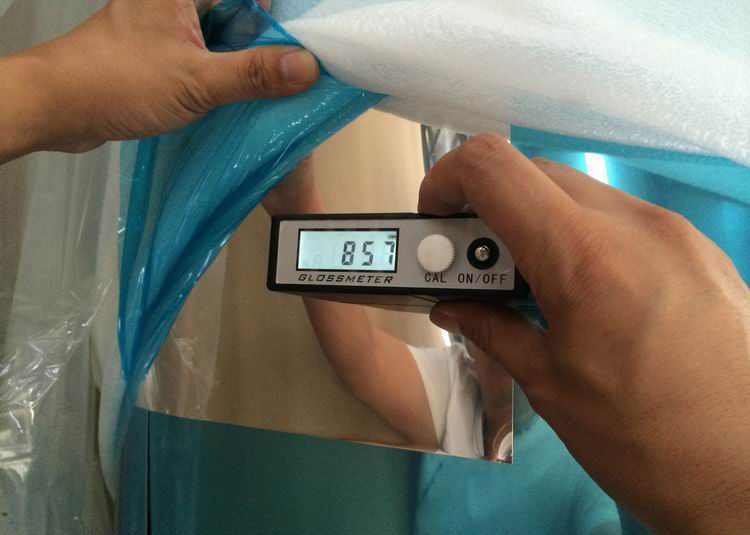
Mirror finish is not just "shiny." It is a controlled surface created by polishing and/or special rolling, often followed by surface protection such as PE film. Its value comes from optical behavior: high reflectivity, clearer images, and reduced scattering. Mirror finish 1050/1060 aluminum coil is widely used for:
- Lighting reflectors and luminaires, where higher reflectance increases luminous efficiency
- Decorative trims, nameplates, architectural details, and consumer product skins
- Solar reflector components and daylighting systems
- Interior panels and signage where brightness and a premium appearance are required
From a distinctive technical viewpoint, mirror finish is essentially "micro-topography management." By reducing surface roughness, you reduce diffuse reflection and increase specular reflection. That translates into measurable reflectance gains and a more consistent visual effect across large coil lengths-an often overlooked advantage when customers are producing long-run, high-visibility parts.
Typical product parameters customers care about
Mill finish or mirror finish 1050/1060 aluminum coil is usually supplied with flexible dimensional options to match stamping, roll forming, bending, or coating lines.
Common supply ranges (customizable by agreement):
- Alloy: AA1050, AA1060
- Temper: O (annealed), H14, H16, H18, H22, H24 (availability depends on supplier capability and finish route)
- Thickness: about 0.2–6.0 mm for general coil supply; mirror applications often focus on thinner gauges such as 0.3–2.0 mm
- Width: about 20–2000 mm
- Inner diameter: commonly 150 mm, 300 mm, 505 mm
- Surface: mill finish, mirror finish (one side or two sides), with or without protective film
- Edge: slit edge or mill edge
- Packaging: export seaworthy packing, eye-to-wall or eye-to-sky
For mirror coil specifically, buyers often add performance-oriented requirements that go beyond thickness and width, such as surface roughness targets, reflectance expectations, allowable wave/bow, and film type. Those details protect yield in downstream processes like laser cutting, bending, and lamination.
Tempering choices: choosing the "behavior" of the coil
Tempering is where 1050/1060 coil becomes truly application-specific. The same alloy can feel soft and deeply formable or more rigid and springy depending on temper.
O temper is selected when maximum ductility is needed. It is common for deep drawing, complex bending, spinning, and parts where cracking must be avoided. If mirror finish is required on a formed part, O temper can be advantageous because it shapes easily, but it also demands careful handling to avoid surface marring.
H14 and H24 are common "balanced" choices. They offer improved stiffness and handling stability while still keeping reasonable formability. For signage, panels, and many reflector components, these tempers often deliver the best compromise between flatness, dent resistance, and manufacturability.
H18 is harder and more resistant to deformation. It can be useful when flatness retention and handling are priorities, though tighter forming radii become more challenging.
Implementation standards and common inspection references
Depending on the destination market and project type, 1050/1060 aluminum coil is typically produced and inspected according to widely recognized standards such as:
- ASTM B209 / ASTM B209M for aluminum and aluminum-alloy sheet and plate (commonly referenced for coil properties and tolerances)
- EN 485 series for aluminum and aluminum alloy sheet/strip (mechanical properties and tolerances in many regions)
- JIS H4000 / JIS H4160 (often referenced in Asia for aluminum materials)
In commercial practice, purchase orders usually specify the standard, alloy/temper, dimensional tolerances, surface class, and packaging requirements. For mirror finish, additional agreement on surface quality acceptance, protective film, and allowable cosmetic defects is important because appearance is part of the functional specification.
Chemical composition: purity as a performance feature
The 1xxx series earns its reputation from purity. High aluminum content supports corrosion resistance, conductivity, and a cleaner surface response during polishing or bright finishing. Typical chemical composition limits are shown below for reference (values may vary slightly by standard or supplier practice).
| Alloy | Al (min) | Si (max) | Fe (max) | Cu (max) | Mn (max) | Mg (max) | Zn (max) | Ti (max) | Others (each/max) |
|---|---|---|---|---|---|---|---|---|---|
| AA1050 | 99.50% | 0.25% | 0.40% | 0.05% | 0.05% | 0.05% | 0.05% | 0.03% | 0.03% / 0.05% |
| AA1060 | 99.60% | 0.25% | 0.35% | 0.05% | 0.03% | 0.03% | 0.05% | 0.03% | 0.03% / 0.05% |
This composition profile is one reason mirror finishing works so well on 1050 and 1060: fewer alloying elements generally means fewer microstructural features that can disrupt a uniform, high-gloss surface.
Where this coil creates value: a "process advantage" view
From a manufacturing perspective, coil form is not just a delivery method; it is a productivity tool. Coil enables continuous production, stable feeding, reduced scrap, and consistent surface orientation-especially important for mirror finish where visual consistency across parts matters.
Mill finish 1050/1060 coil acts like a dependable canvas for coating, anodizing, embossing, and laminating. Mirror finish coil acts like a performance surface in its own right, improving brightness, perceived quality, and energy efficiency in optical applications. Choosing between 1050 and 1060 is then less about dramatic mechanical differences and more about fine-tuning purity-linked behaviors, especially for reflectivity, conductivity, and corrosion resistance.