LeRouleau de bobine d'aluminium en alliage pur anodisé brossé 3003est un matériau en aluminium haute performance et résistant à la corrosion, largement utilisé dans l'architecture, les appareils électroménagers, les panneaux décoratifs et les applications industrielles. En combinant la formabilité intrinsèquement bonne et la résistance à la corrosion deAlliage d'aluminium 3003avecfinition de surface brosséeetanodisation, ce produit offre un excellent équilibre entre esthétique, durabilité et maniabilité.
3003 aluminiumest un typiqueAl–Mn (manganèse)alliage forgé avec une bonne résistance à la rouille et une résistance moyenne. C'estne peut pas être traité thermiquement, et la résistance est principalement améliorée par le travail à froid (température H).
caractéristiques du matériau de base en alliage 3003 :
- Bonne résistance à la corrosion (meilleure que la série 1000 dans de nombreux environnements)
- Meilleure résistance que les alliages 1100/1050
- Excellente formabilité en emboutissage profond et en pliage
- Bonnes propriétés de soudage et de brasage
- Convient à l'anodisation (en particulier pour les couches d'oxyde protectrices et décoratives)
2. Composition chimique de l'alliage 3003
Composition chimique typique (valeurs de référence, en % massique) :
| Élément | Symbole | Contenu typique (%) | Fonction / Effet |
|---|---|---|---|
| Aluminium | Al | Solde (≈ 96,8–99) | Métal de base, offre légèreté et ductilité |
| Manganèse | Mn | 1,0 – 1,5 | Améliore la solidité et la résistance à la corrosion |
| Cuivre | Cu | 0,05 – 0,20 | Augmente légèrement la force |
| Silicium | Et | ≤ 0,6 | Impureté mineure, affecte la coulabilité et l'apparence |
| Fer | Fe | ≤ 0,7 | Impureté mineure, influence la force et la couleur |
| Zinc | Zn | ≤ 0,10 | Oligoélément |
| Titane | De | ≤ 0,05 | Affinement du grain (le cas échéant) |
| Autres (chacun) | - | ≤ 0,05 | Tolérances résiduelles |
| Autres (total) | - | ≤ 0,15 |
Remarque : La composition exacte peut varier selon les normes (EN, ASTM, GB/T) et la production en usine.
3. Structure du produit : brossé + anodisé + rouleau de bobine
Ce produit est généralement fourni sous formebobines continuesqui peut être fendu ou coupé sous forme de feuille/bande.
3.1 Finition de surface : Brossé
- Processus: Grain mécanique (délié, droit, croisé, etc.) à l'aide de bandes/meules abrasives
- Effet visuel:
- Texture de ligne uniforme
- Reflet métallique doux
- Réduit la visibilité des rayures mineures et des marques de manipulation
- Effet fonctionnel:
- Améliore l'adhérence de la peinture/du film dans certaines étapes de post-traitement
- Augmente légèrement la surface, facilitant la liaison
3.2 Couche anodisée
L'anodisation crée un contrôleoxyde d'aluminium (Al₂O₃)film en surface.
Caractéristiques typiques d'anodisation :
| Paramètre | Gamme / Options typiques | Description |
|---|---|---|
| Épaisseur du film d'oxyde | 5 à 25 µm (0,005 à 0,025 mm) | Films plus épais pour usage extérieur / intensif |
| Type de film anodique | Anodisation à l'acide sulfurique | Type de protection/décoration industrielle courante |
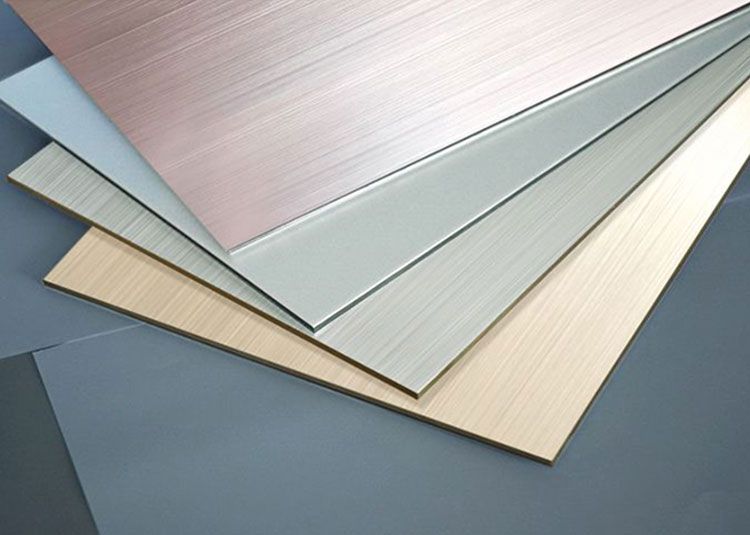
| Couleurs | Argent, champagne, bronze, noir, etc. | Obtenu par teinture ou coloration électrolytique |
| Finition de surface après anodisation | Métallisé satiné, met en valeur le grain brossé | Effet décoratif et anti-traces de doigts |
Avantages de l'anodisation :
- Dureté de surface améliorée
- Résistance à la corrosion grandement améliorée
- Résistance à l'usure accrue par rapport à l'aluminium nu
- Couleur stable (pour surfaces anodisées et scellées)
- Finition respectueuse de l'environnement (pas de revêtement de chrome lourd)
4. Spécifications techniques
Paramètres de spécifications techniques typiques (peuvent être personnalisés) :
4.1 Alliage et trempe
| Article | Options/Description |
|---|---|
| Nuance d'alliage | 3003 |
| Caractère | O (doux), H14, H16, H18, H24, H26, etc. |
| Standard | ASTM B209 / EN 573 / EN 485 / GB/T 3190 (le cas échéant) |
4.2 Dimensions
| Paramètre | Plage typique/exemples de valeurs |
|---|---|
| Épaisseur (t) | 0,20 à 3,00 mm (commun : 0,3 à 1,5 mm) |
| Largeur (l) | 20 – 1 500 mm (généralement jusqu'à 1 250 mm) |
| Diamètre intérieur de la bobine | 150 / 300 / 405 / 500 mm (comme spécifié) |
| Diamètre extérieur de la bobine | Généralement ≤ 1 500 mm |
| Poids de la bobine | 500 – 8 000 kg par bobine (par besoin) |
| Motif brossé | Ligne de cheveux droite / ligne longue / ligne fine / pinceau croisé |
| Couleur anodisée | Argent naturel/noir/champagne/personnalisé |
Dimensions réelles soumises à la capacité de l'usine et aux dessins du client.
4.3 Tolérances (valeurs de référence)
| Fonctionnalité | Plage de tolérance typique * |
|---|---|
| Épaisseur | ±0,02 – ±0,06 mm (selon l'épaisseur) |
| Largeur | ±0,5 – ±1,0 mm |
| Longueur (pour les feuilles coupées) | ±1,0 – ±2,0 mm |
| Diagonale | ≤ 2,0 mm / 1 000 mm |
| Platitude | ≤ 3,0 mm / m (dépend de la norme/qualité) |
* Les tolérances exactes dépendent des exigences standard et de la commande.
5. Propriétés mécaniques de l'alliage 3003 (typique)
Les propriétés mécaniques dépendent fortement decaractèreetépaisseur. Vous trouverez ci-dessous les valeurs de référence pour les produits en feuilles/bobines :
5.1 Tableau des propriétés mécaniques
| Caractère | Épaisseur (mm) | Résistance à la traction Rm (MPa) | Limite d'élasticité Rp0,2 (MPa) | Allongement A50 (%) | Caractéristiques d'utilisation typiques |
|---|---|---|---|---|---|
| Ô | 0,5 – 3,0 | 95 – 130 | ≥ 35 | 20 – 35 | Formabilité maximale, emboutissage profond, filage |
| H14 | 0,3 – 2,0 | 140 – 180 | 115 – 145 | 8 – 15 | Equilibré résistance/formabilité, usage général |
| H16 | 0,3 – 2,0 | 165 – 205 | 145 – 175 | 5 – 12 | Résistance supérieure, formage modéré |
| H18 | 0,2 – 1,0 | ≥185 | ≥165 | 3 – 8 | Panneaux plats à haute résistance et à formage limité |
| H24 | 0,3 – 2,0 | 130 – 170 | 115 – 140 | 10 – 16 | Panneau rigide largement utilisé, formage modéré |
| H26 | 0,3 – 2,0 | 150 – 190 | 135 – 165 | 7 – 12 | Panneaux/garnitures extérieurs à plus haute résistance |
Les valeurs sont indicatives et peuvent varier selon les normes (ASTM/EN/GB) et les pratiques de l'usine.
6. Données physiques et de performances
6.1 Propriétés physiques
| Propriété | Valeur / Description |
|---|---|
| Densité (à 20 °C) | ~ 2,73 g/cm³ |
| Plage de fusion | 643 – 654 °C (environ) |
| Conductivité thermique | ~ 160 – 190 W/(m·K) |
| Conductivité électrique | ~ 40 – 50 % SIGC |
| Module d'élasticité (E) | ~ 69 GPa |
| Coefficient de dilatation thermique | ~ 23,2 × 10⁻⁶ /K (20-100 °C) |
6.2 Performances des surfaces anodisées (typiques)
Les valeurs peuvent varier en fonction du processus d'anodisation, de l'épaisseur du film et du scellement.
| Paramètre | Valeur/plage typique |
|---|---|
| Dureté de surface (HV du film anodique) | 250 – 400 HV (vs ≈ 30–40 HV substrat) |
| Résistance au brouillard salin | > 500 h de brouillard salin neutre (équivalent ASTM B117) dans des conditions standard pour un film de 10 à 15 µm correctement scellé |
| Adhésion | Test de hachures croisées réussi à 100 % (pas d'écaillage) |
| Résistance à l'usure | Amélioration 3 à 10 fois par rapport à l'aluminium nu (en fonction de l'application) |
| Niveau de brillance (60°) | Brillance faible à moyenne (en raison de la texture brossée) |
| Résistance aux UV | Très adapté aux films colorés naturels et inorganiques |
7. Caractéristiques et avantages
7.1 Apparence esthétique
- Uniformegrain brossédonne un aspect métallique haut de gamme
- L'anodisation rehausse la profondeur des couleurs et des tons (argent, champagne, bronze, noir, etc.)
- Visibilité réduite des empreintes digitales par rapport à la finition miroir ou ordinaire
- Idéal pourvisible, décoratifou des composants sensibles à la marque
7.2 Résistance à la corrosion
- La combinaison alliage 3003 + film anodique offre un excellent comportement anticorrosion :
- Résistant à l'humidité, à l'atmosphère industrielle et à certains produits chimiques doux
- Particulièrement adapté aux applications intérieures et extérieures contrôlées
- Une bonne étanchéité des pores anodiques augmente la durabilité dans les atmosphères polluées ou marines (selon la conception)
7.3 Avantages mécaniques et de traitement
- Bienflexion,tonte,perforation,emboutissage profond(particulièrement dans les états O/H14)
- Forme de bobine adaptée àlignes de production continues:
- Profilage
- Poinçonnage et découpe en continu
- Plastification ou collage automatique
- Convient au soudage (TIG/MIG, soudage par résistance) et au brasage dans les conditions recommandées
7.4 Légèreté et efficacité structurelle
- Environun tiers de la densité de l'acier, permettant :
- Structures de poids réduites
- Manipulation et transport plus faciles
- Inertie réduite pour les composants et panneaux dynamiques
7.5 Durabilité
- L'aluminium esthautement recyclableavec une perte de propriété minimale
- Les surfaces anodisées sont plus respectueuses de l'environnement que de nombreux revêtements organiques :
- Aucun résidu de métaux lourds dans la couche de surface finale
- La longue durée de vie réduit l'impact environnemental du cycle de vie
8. Principaux domaines d'application
En raison de son esthétique et de ses performances combinées, le rouleau de bobine d'aluminium en alliage pur anodisé brossé 3003 est utilisé dans plusieurs industries.
8.1 Panneaux architecturaux et décoratifs
Utilisations typiques :
- Revêtement mural intérieur / dalles de plafond
- Panneaux et panneaux de commande de cabine d'ascenseur
- Décoration murale, couvre-colonnes, décoration de hall d'entrée
- Bandes décoratives, moulures de bordure, plinthes
Pourquoi approprié :
- Excellent lettrage, impression de motifs et marquage laser
- Durable avec un minimum d’accumulation de saleté et de corrosion
- Peut être fabriqué en différentes tailles de panneaux et géométries de pliage
8.2 Electronique grand public et appareils électroménagers
Les applications incluent :
- Plaques signalétiques d'appareils, panneaux avant, garnitures (réfrigérateurs, machines à laver, micro-ondes)
- Panneaux stéréo et amplificateurs, tableaux de bord
- Garniture de la coque de l'ordinateur portable, couvertures extérieures de la station d'accueil
- Panneaux de commutation, composants de façade de prises série
Avantages :
- L'aspect métallique haut de gamme augmente la qualité perçue du produit
- Bonne stabilité dimensionnelle pour un ajustement précis de l'assemblage
- Résistant au contact quotidien, aux produits chimiques ménagers (selon modèle)
8.3 Transport et intérieur automobile
Utilisations courantes :
- Garnitures de décoration intérieure (garnitures de portes, consoles centrales en aluminium formé sur plastique, etc.)
- Anneaux décoratifs ou masques faciaux du groupe d’instruments
- Panneaux intérieurs non structuraux nécessitant de l’esthétique
8.4 Mobilier et accessoires commerciaux
Utilisé pour :
- Poignées de meubles et bords décoratifs
- Portes et façades d'armoires (légères)
- Panneaux d'affichage de vente au détail, arrière-plans de signalisation
- Luminaires, boîtiers LED et anneaux de retenue
Caractéristiques:
- Surfaces faciles à nettoyer pour les environnements publics
- Bonne réflectivité de la lumière et flexibilité de conception
8.5 Couvertures des équipements industriels et mécaniques
- Panneaux d'armoires de commande
- Plaques de recouvrement de machine, plaques de tableau de bord
- Panneaux de compteurs, plaques signalétiques de marque
Avantages:
- Capacité d’étiquette/arrière-plan durable
- Intégration intelligente de l'imagerie, de la signalisation ou de l'impression à l'échelle sur un film anodisé
9. Notes sur la transformabilité et la fabrication
9.1 Coupe et cisaillement
- Convient pour le cisaillement à guillotine, le refendage et le poinçonnage CNC.
- La surface anodisée brossée nécessite une attention particulière :
- Utilisez des outils tranchants pour éviter les bavures/déchirures des bords qui pourraient endommager la surface décorative.
- Protéger la surface (film PE) pendant la fabrication pour éviter les rayures
9.2 Pliage et formage
| Caractère | Recommandation de rayon de courbure (par rapport à l'épaisseur, r/t) |
|---|---|
| Ô | r/t ≈ 0 – 1 (courbures prononcées autorisées) |
| H14 | r/t ≈ 1 – 3 |
| H18 | r/t ≈ 3 – 5 |
- Pliez-vous toujoursavecouà travers le grainselon la conception du processus ; prototypes de test conseillés :
- La direction du brossage peut avoir un impact sur le risque de fissuration le long des lignes de pliage
- La couche anodisée est fragile par rapport au substrat ; éviter de trop plier pour éviter les microfissures dans le film d'oxyde
9.3 Soudage et assemblage
- Soudage MIG/TIG réalisable avec des charges standards Al-Mn/Al-Si (par exemple, ER3003, ER4043 selon les besoins)
- Soudage par points par résistance possible, mais le film anodique doit généralement être d'abord retiré localement ou les surfaces brossées/rectifiées dans la région de soudure
- Joints mécaniques courants : vissage, rivetage, clinchage, rivetage avec rondelles de protection de surface
9.4 Nettoyage et entretien
- Utilisez des détergents doux et neutres et un chiffon doux ou une éponge
- Éviter:
- Nettoyants alcalins/acides puissants
- Tampons abrasifs, laine d'acier;
- Détergents agressifs riches en chlorures en contact prolongé
- Un nettoyage régulier prolonge la durée de vie et maintient l'aspect décoratif
10. Éléments de contrôle qualité (typiques)
| Article d'inspection | Méthode / Exemple standard |
|---|---|
| Épaisseur et largeur | Vernier / micromètre et ruban à mesurer (selon EN/ASTM) |
| Propriétés mécaniques | Essai de traction (EN ISO 6892 / ASTM E8) |
| Qualité des surfaces | Inspection visuelle sous éclairage défini |
| Épaisseur du film (revêtement anodique) | Méthode de mesure par courants de Foucault / microscopie en coupe transversale |
| Uniformité de la couleur et du brillant | Mesureur de différence de couleur (ΔE) et brillantmètre |
| Adhésion du film | Test d'adhérence en hachures croisées |
| Résistance à la corrosion | Brouillard salin neutre (ASTM B117 ou équivalent) |
| Planéité, coilset, cambre | Méthodes d'essais à la règle et au roulement |
11. Options de commande et de personnalisation
Lors de la spécificationRouleau de bobine d'aluminium en alliage pur anodisé brossé 3003, les clients doivent généralement définir :
| Paramètre | Description / Options |
|---|---|
| Alliage et trempe | 3003, avec trempe (O / H14 / H18 / H24 / etc.) |
| Épaisseur et largeur | par exemple, 0,6 × 400 mm, 1,0 × 1 000 mm |
| Spécification d'anodisation | Épaisseur du film (par exemple 8 µm / 12 µm / 20 µm), couleur, exigences d'étanchéité |
| Sens de brossage et grain | Grain long sur la longueur de la bobine/en travers, grain fin ou grossier |
| Protection des surfaces | Film protecteur PE (simple face ou double face), papier intercalaire |
| ID/OD et poids de la bobine | ID Suarez (par exemple 405 mm), poids de bobine cible, poids maximum |
| Normes et éléments d'inspection | ASTM/EN/GB et demande de certificats : Mill Test Certificate (MTC), RoHS, REACH, etc. |
LeRouleau de bobine d'aluminium en alliage pur anodisé brossé 3003est une solution idéale pour les clients qui ont besoin :
- Fonctionnel maisvisuellement attrayantsurfaces métalliques
- Efficacerésistance à la corrosionet durée de vie prolongée
- Bienformabilitépour panneaux profilés, moulures et composants d'appareils électroménagers
- Adaptabilité pourproduction continue de masse(bobine à pièce)
En sélectionnant judicieusementParamètres d'état de l'alliage, d'épaisseur, de finition de surface et d'anodisation, le matériau peut s'équilibreresthétique, mécanique et environnementalperformances pour une gamme d’applications à haute valeur ajoutée dans les domaines de l’architecture, de l’électroménager, des transports, du mobilier, de l’électronique et bien plus encore.