La finition usinée et la finition miroir peuvent sembler être deux extrémités du spectre des surfaces, mais dans le monde des bobines d'aluminium 1050 et 1060, elles sont mieux comprises comme deux « points de départ » pour la performance. L’une est la surface de base honnête et prête pour la production, qui donne la priorité à la formabilité et à un traitement stable. L'autre est une peau de qualité optique conçue pour refléter, éclaircir et rehausser le produit final. Lorsque les acheteurs spécifient « bobine d'aluminium 1050 1060 à finition miroir », ils recherchent généralement une famille de matériaux qui peut remplir les deux rôles : un noyau en aluminium fiable de haute pureté, livré sous forme de bobine pour une fabrication efficace, avec la possibilité de le conserver d'une simplicité industrielle ou de l'amener jusqu'à une brillance à haute réflectivité.
Ce qui différencie les bobines 1050 et 1060 dans la pratique
Les alliages 1050 et 1060 appartiennent à la série 1xxx, connue pour sa haute pureté d'aluminium, son excellente résistance à la corrosion, sa forte conductivité électrique et thermique et son comportement de formage exceptionnellement doux. La différence fonctionnelle entre eux est subtile mais significative : le 1060 a une teneur en aluminium plus élevée que le 1050, ce qui se traduit généralement par une conductivité et un comportement à la corrosion légèrement meilleurs, avec des performances mécaniques très similaires dans les états courants. Si votre application concerne les réflecteurs, l'éclairage, la signalisation ou la gestion thermique, ces petites différences peuvent avoir de l'importance ; s'il s'agit d'emboutissage profond ou de tôlerie générale, les deux sont populaires car ils sont indulgents et cohérents.
Une manière utile de considérer ces alliages est de les considérer comme des « supports de surface ». Le métal en vrac est stable, propre et facile à travailler, tandis que la surface peut être adaptée. La finition en usine est souvent sélectionnée lorsque la bobine sera peinte, enduite, laminée, gaufrée ou transformée en pièces où l'apparence est secondaire. La finition miroir est sélectionnée lorsque l'apparence est la fonction : la réflectance devient productivité, sécurité ou valeur de marque.
Finition usinée vs finition miroir : surfaces axées sur la fonction
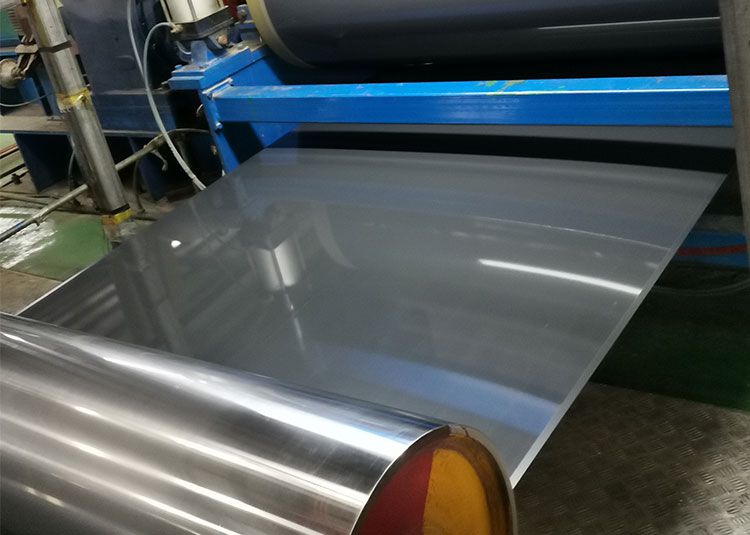
La finition du moulin est la bobine telle qu'elle quitte la ligne de laminage après un traitement standard. Il présente un ton métallique uniforme, de légères marques de roulement et une surface idéale pour la finition en aval. De nombreux acheteurs choisissent la bobine 1050/1060 à finition usinée pour :
- Coilcoating et panneaux colorés, où l'adhérence et la consistance sont importantes
- Pièces embouties, fonds d'ustensiles de cuisine, fermetures et boîtiers
- Gaine isolante, conduits et fabrication générale
- Applications électriques et de transformateurs où la conductivité est présente et où le brillant de la surface ne l'est pas
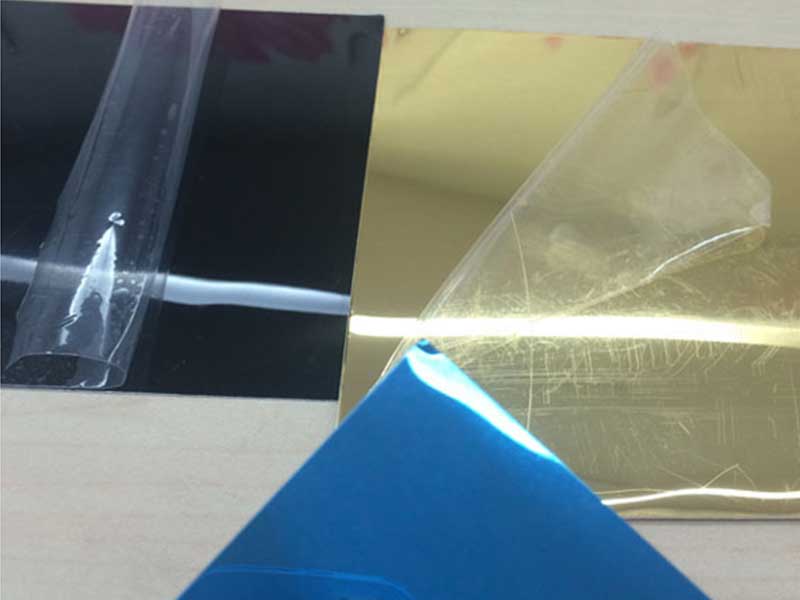
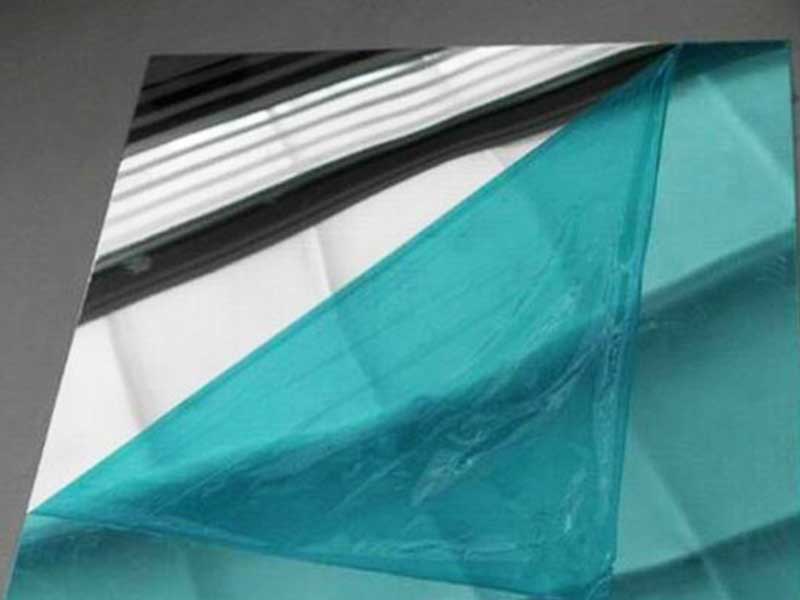
La finition miroir n’est pas seulement « brillante ». Il s'agit d'une surface contrôlée créée par polissage et/ou laminage spécial, souvent suivi d'une protection de surface telle qu'un film PE. Sa valeur vient de son comportement optique : réflectivité élevée, images plus claires et diffusion réduite. La bobine d’aluminium 1050/1060 à finition miroir est largement utilisée pour :
- Réflecteurs et luminaires d'éclairage, où une réflectance plus élevée augmente l'efficacité lumineuse
- Garnitures décoratives, plaques signalétiques, détails architecturaux et habillages de produits de consommation
- Composants de réflecteurs solaires et systèmes d'éclairage naturel
- Panneaux intérieurs et signalisation où la luminosité et une apparence haut de gamme sont requises
D'un point de vue technique distinctif, la finition miroir est essentiellement une « gestion de la micro-topographie ». En réduisant la rugosité de la surface, vous réduisez la réflexion diffuse et augmentez la réflexion spéculaire. Cela se traduit par des gains de réflectance mesurables et un effet visuel plus cohérent sur de grandes longueurs de bobines, un avantage souvent négligé lorsque les clients produisent des pièces à haute visibilité sur de longues séries.
Paramètres de produit typiques qui intéressent les clients
La bobine d'aluminium 1050/1060 à finition laminée ou miroir est généralement fournie avec des options dimensionnelles flexibles pour correspondre aux lignes d'estampage, de profilage, de pliage ou de revêtement.
Gammes de fourniture communes (personnalisables selon accord) :
- Alliage : AA1050, AA1060
- Etat : O (recuit), H14, H16, H18, H22, H24 (la disponibilité dépend de la capacité du fournisseur et de l'itinéraire de finition)
- Épaisseur : environ 0,2 à 6,0 mm pour l'alimentation générale en bobine ; les applications de miroir se concentrent souvent sur des jauges plus fines telles que 0,3 à 2,0 mm
- Largeur : environ 20 à 2 000 mm
- Diamètre intérieur : généralement 150 mm, 300 mm, 505 mm
- Surface : finition laminée, finition miroir (une face ou deux faces), avec ou sans film de protection
- Bord : bord fendu ou bord de fraisage
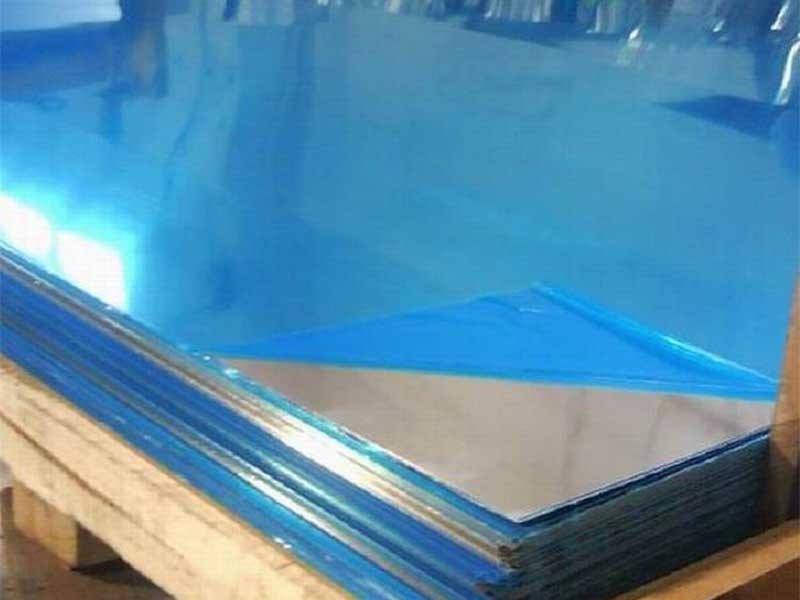
- Emballage : emballage navigable pour l'exportation, œil au mur ou œil au ciel
Pour les bobines de miroir en particulier, les acheteurs ajoutent souvent des exigences axées sur les performances qui vont au-delà de l'épaisseur et de la largeur, telles que les objectifs de rugosité de surface, les attentes en matière de réflectance, l'onde/l'arc autorisé et le type de film. Ces détails protègent le rendement des processus en aval tels que la découpe laser, le pliage et le laminage.
Choix de trempe : choisir le « comportement » de la bobine
C'est dans la trempe que la bobine 1050/1060 devient véritablement spécifique à l'application. Le même alliage peut être doux et profondément formable ou plus rigide et élastique selon son état.
L'état O est sélectionné lorsqu'une ductilité maximale est nécessaire. Il est courant pour l'emboutissage profond, le pliage complexe, le filage et les pièces où les fissures doivent être évitées. Si une finition miroir est requise sur une pièce formée, la trempe O peut être avantageuse car elle se façonne facilement, mais elle nécessite également une manipulation soigneuse pour éviter de rayer la surface.
H14 et H24 sont des choix « équilibrés » courants. Ils offrent une rigidité et une stabilité de manipulation améliorées tout en conservant une formabilité raisonnable. Pour la signalisation, les panneaux et de nombreux composants réflecteurs, ces états offrent souvent le meilleur compromis entre planéité, résistance aux bosses et fabricabilité.
Le H18 est plus dur et plus résistant à la déformation. Cela peut être utile lorsque le maintien de la planéité et la manipulation sont des priorités, même si des rayons de formage plus serrés deviennent plus difficiles.
Normes de mise en œuvre et références communes d’inspection
Selon le marché de destination et le type de projet, les bobines d'aluminium 1050/1060 sont généralement produites et inspectées selon des normes largement reconnues telles que :
- ASTM B209 / ASTM B209M pour les tôles et plaques d'aluminium et d'alliage d'aluminium (couramment référencées pour les propriétés et les tolérances des bobines)
- Série EN 485 pour les tôles/bandes d'aluminium et d'alliages d'aluminium (propriétés mécaniques et tolérances dans de nombreuses régions)
- JIS H4000 / JIS H4160 (souvent référencé en Asie pour les matériaux aluminium)
Dans la pratique commerciale, les bons de commande précisent généralement la norme, l'alliage/état, les tolérances dimensionnelles, la classe de surface et les exigences d'emballage. Pour la finition miroir, un accord supplémentaire sur l'acceptation de la qualité de surface, le film protecteur et les défauts cosmétiques admissibles est important car l'apparence fait partie des spécifications fonctionnelles.
Composition chimique : la pureté comme critère de performance
La série 1xxx doit sa réputation à sa pureté. La teneur élevée en aluminium favorise la résistance à la corrosion, la conductivité et une réponse de surface plus propre lors du polissage ou de la finition brillante. Les limites typiques de composition chimique sont indiquées ci-dessous à titre de référence (les valeurs peuvent varier légèrement selon la norme ou la pratique du fournisseur).
| Alliage | Tout (min) | Si (maximum) | Fe (maximum) | Avec (maximum) | Mn (maximum) | mg (maximum) | Zn (maximum) | Ti (maximum) | Autres (chacun/max) |
|---|---|---|---|---|---|---|---|---|---|
| AA1050 | 99,50% | 0,25% | 0,40% | 0,05% | 0,05% | 0,05% | 0,05% | 0,03% | 0,03% / 0,05% |
| AA1060 | 99,60% | 0,25% | 0,35% | 0,05% | 0,03% | 0,03% | 0,05% | 0,03% | 0,03% / 0,05% |
Ce profil de composition est l'une des raisons pour lesquelles la finition miroir fonctionne si bien sur les 1050 et 1060 : moins d'éléments d'alliage signifie généralement moins de caractéristiques microstructurelles qui peuvent perturber une surface uniforme et très brillante.
Là où cette bobine crée de la valeur : une vision « avantage du processus »
Du point de vue de la fabrication, la forme de bobine n’est pas seulement une méthode de livraison ; c'est un outil de productivité. La bobine permet une production continue, une alimentation stable, une réduction des rebuts et une orientation de surface constante, ce qui est particulièrement important pour la finition miroir où la cohérence visuelle des pièces est importante.
La bobine Mill Finish 1050/1060 agit comme une toile fiable pour le revêtement, l'anodisation, le gaufrage et le laminage. La bobine à finition miroir agit comme une surface performante à part entière, améliorant la luminosité, la qualité perçue et l’efficacité énergétique dans les applications optiques. Choisir entre 1 050 et 1 060 relève alors moins de différences mécaniques spectaculaires que d’un réglage fin des comportements liés à la pureté, en particulier pour la réflectivité, la conductivité et la résistance à la corrosion.