Les plaques en aluminium sont des composants essentiels dans divers secteurs industriels tels que l'aérospatiale, l'automobile, la construction et la fabrication. Parmi les nombreux produits en aluminium disponibles,chaud rouléetplaques en aluminium roulé à froidsont deux des plus largement utilisés, chacun avec des caractéristiques et une pertinence uniques basées sur des techniques de traitement. La différence entre ces plaques peut aider les ingénieurs et les acheteurs à faire des choix éclairés pour leurs projets.
| Aspect | Plaque en aluminium roulé chaud | Plaque en aluminium roulé à froid |
|---|---|---|
| Processus de fabrication | Roulé à des températures élevées (généralement supérieures à 400 ° C) | Roulé à température ambiante ou à proximité |
| Finition de surface | Surface plus rugueuse, peut avoir une échelle ou une oxydation | Finition plus lisse et plus brillante |
| Propriétés mécaniques | Force inférieure en raison de la recristallisation | Force et dureté plus élevées dues au durcissement des tensions |
| Précision dimensionnelle | Moins précis, plus grande gamme de tolérance | Des tolérances de surface et de dimension plus précises |
| Gamme d'épaisseur | Plaques généralement plus épaisses | Utilisé pour les jauges plus minces avec des tolérances serrées |
| Activabilité | Plus facile à machine et à souder | Plus dur et peut nécessiter un recuit avant la formation approfondie |
| Coût | Généralement moins cher | Généralement plus cher en raison de commandes de traitement plus strictes |
Processus de fabrication
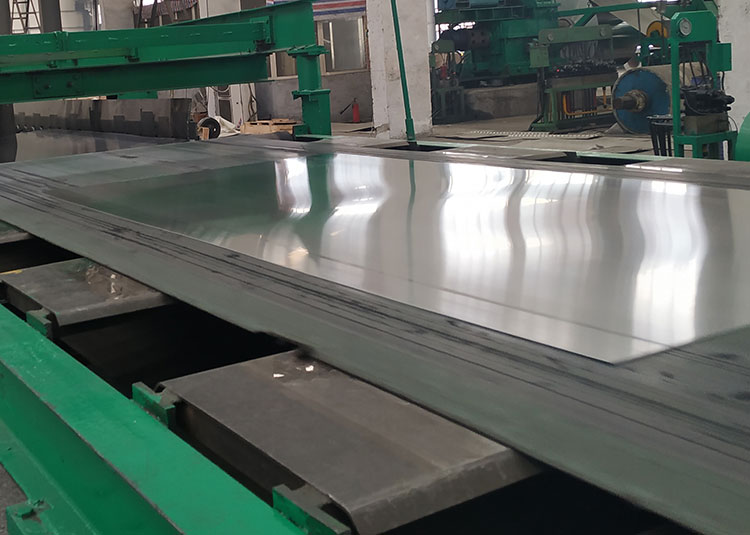
Plaque en aluminium roulé chaud
Le roulement chaud implique du chauffage des dalles ou des billettes en aluminium bien au-dessus de la température de recristallisation (supérieure à environ 400 ° C ou 750 ° F). L'aluminium passe ensuite à travers une série de rouleaux de rouleaux réduisant l'épaisseur à la taille de la plaque souhaitée. L'objectif principal est de produire un produit avec une activabilité améliorée et une contrainte interne réduite. En raison des températures de roulement élevées, le métal se recristalpe lentement, influençant sa microstructure et ses propriétés mécaniques.
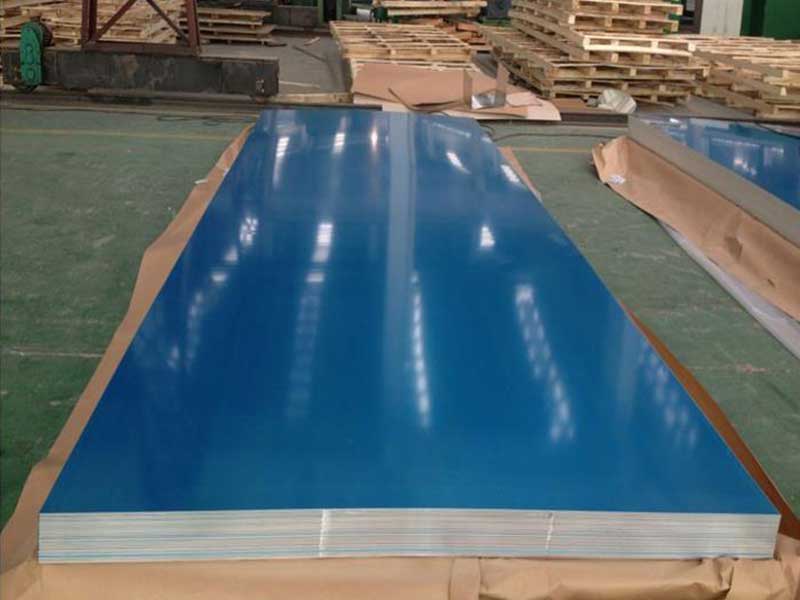
Plaque en aluminium roulé à froid
Le processus de roulement froid prend des plaques en aluminium roulées à chaud et les roule à température ambiante ou des températures légèrement élevées dans les rouleaux à froid. Cela réduit considérablement l'épaisseur tout en augmentant la résistance par le durcissement des contraintes. Le roulement à froid améliore l'uniformité de surface et la précision dimensionnelle par rapport au roulement à chaud. Pour les résultats très ductiles ou formables, les plaques en aluminium roulées à froid peuvent subir un recuit ultérieur.
Propriétés mécaniques et désignations de tempérament
Les alliages en aluminium existent à différents températures - la désignation fait référence à leur histoire de traitement mécanique et thermique affectant la résistance et la ductilité.
La différence entre la plaque en aluminium à tronçonnerie à chaud et à froid réside dans leur traitement et leurs propriétés qui en résultent. Une plaque roulée à chaud est formée à des températures élevées, au-dessus de la température de recristallisation de l'aluminium, résultant en un matériau plus fort et plus facilement formable avec une structure de grains plus grossière. Ce processus permet des réductions plus importantes de l'épaisseur par passage, ce qui le rend efficace pour produire des plaques plus épaisses. Cependant, la température élevée introduit également des contraintes résiduelles et une dimension finale moins précise, nécessitant d'autres opérations d'usinage ou de finition pour obtenir les tolérances requises. La finition de surface a tendance à être plus rugueuse et la résistance est généralement plus isotrope (cohérente dans toutes les directions). Nous utilisons souvent de l'aluminium roulé à chaud comme base pour un traitement ultérieur, sachant que sa résistance et sa machinabilité inhérentes rendront la roulement et la finition ultérieurs plus efficaces.
À l'inverse, la plaque en aluminium lamelle à froid subit une déformation à température ambiante. Ce processus produit une structure de grains plus fine, résultant en une finition de surface plus lisse, des tolérances plus strictes et une qualité de surface améliorée. Bien que plus forte que l'état de tronçon à chaud recuit, le roulement à froid introduit un travail significatif de travail, entraînant une résistance accrue mais réduit la ductilité et la formabilité. Cela signifie que la plaque roulée à froid est plus difficile à façonner et à souder, nécessitant des techniques plus spécialisées. Nous choisissons généralement de l'aluminium à froid lorsque des dimensions précises et une finition de surface supérieure sont essentielles, comme dans les applications exigeant une réflectivité élevée ou une attrait esthétique, même si cela nécessite une manipulation plus minutieuse pendant la fabrication. Le choix entre les deux dépend fortement des exigences de l'application spécifiques - Force vs
| Alliage | Caractère commun | Description | Résistance à la traction ultime (MPA) | Force d'élasticité (MPA) | Allongement (%) |
|---|---|---|---|---|---|
| 3003 | H14 (Cold travaillé) | La tension durcie, résistance modérée | 145–195 | 115–138 | 4–6 |
| 6061 | T6 (solution, vieilli) | Thermique traitée pour une résistance élevée | 290–310 | 240–275 | 10-12 |
| 5052 | H32 (Cold travaillé) | Travail modéré durci durci | 210–240 | 140–180 | 8-12 |
- Plaques roulées chaudesÉmergent généralement dans des températures roulées ou recuits (comme O Temper) soutenant une ductilité plus élevée.
- Plaques roulées à froidprésentent généralement des températures traitées au travail froid (H13, H14, H32), présentant une force accrue mais moins allongée.
Composition chimique (Exemple d'alliage: 6061 Plaque en aluminium)
| Élément | Pmission de pourcentage (%) |
|---|---|
| Aluminium | Équilibre |
| Silicon (Si) | 0,4 - 0,8 |
| Fer (Fe) | ≤ 0,7 |
| Cuivre (Cu) | 0,15 - 0,4 |
| Manganèse (MN) | ≤ 0,15 |
| Magnésium (mg) | 0,8 - 1,2 |
| Chrome (CR) | 0,04 - 0,35 |
| Zinc (Zn) | ≤ 0,25 |
| Titane (Ti) | ≤ 0,15 |
Normes et spécifications de l'industrie
Une bonne application de plaque en aluminium dépend de l'adhésion à certaines normes reconnues.
| Standard | Description | Application |
|---|---|---|
| ASTM B209 | Spécification pour la feuille et la plaque en aluminium et en aluminium | Industries générales |
| AMS 4035 | Normes de plaques en aluminium de qualité aérospatiale | Aviation, aérospatiale |
| En 485-2 | Norme européenne pour la feuille en aluminium et la plaque ISO 6361 | Automobile et construction européennes |
| Juste h4100 | Normes industrielles japonaises pour assiette en aluminium | Fabrication asiatique |
Applications
| Type de plaque | Utilisations typiques |
|---|---|
| Assiette roulée chaude | Applications lourdes: composants structurels, construction navale, réservoirs, fabrication générale |
| Assiette roulée à froid | Usinage de précision, pièces aérospatiales, panneaux de carrosserie automobiles, châssis électronique |