Lorsque les gens pensent à l’emballage, ils imaginent souvent la bouteille ou l’histoire de la marque sur l’étiquette. Pourtant, l’une des parties les plus « touchées » de toute boisson, produit pharmaceutique ou produit de soins personnels est la fermeture. La feuille d'impression de fermeture en aluminium est l'endroit où l'ingénierie rencontre la première impression : elle doit accepter l'encre de manière magnifique, se former proprement à grande vitesse, résister à la corrosion des environnements réels et toujours s'ouvrir avec une sensation familière et satisfaisante. Du point de vue de la fabrication, il s'agit moins d'une simple tôle que d'une plate-forme d'impression et de formage soigneusement réglée.
Ce que fait réellement une feuille d'impression de fermeture en aluminium
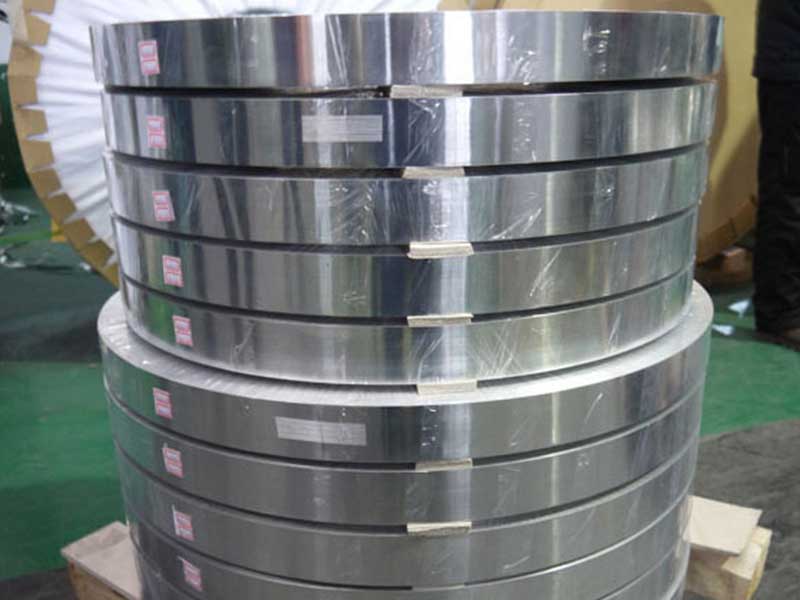
Une feuille imprimée de fermeture en aluminium est une bobine ou une feuille d'aluminium conçue spécifiquement pour les bouchons et fermetures imprimés, y compris les bouchons antivol ROPP pour spiritueux et boissons, les bouchons à vis pour l'eau et les boissons gazeuses, ainsi que les bouchons spéciaux utilisés dans les cosmétiques, les nutraceutiques et les produits chimiques ménagers. Contrairement à l’aluminium à usage général, le stock de fermetures doit équilibrer des exigences concurrentes.
Il a besoin d’une surface qui retient l’encre de manière constante, sans marbrures, trous d’épingle ou défauts d’adhérence. En même temps, il doit être suffisamment ductile pour être embouti, moleté, fileté et parfois gaufré sans se fissurer. Et il doit maintenir la stabilité dimensionnelle afin que les lignes à grande vitesse ne dérivent pas hors des tolérances.
C'est pourquoi la « feuille imprimée » n'est pas seulement une étiquette marketing. Cela implique une chimie contrôlée, une trempe contrôlée, une tolérance de jauge serrée, une surface propre et une compatibilité avec les systèmes d'impression tels que les processus d'impression offset, offset à sec, UV ou à base de solvants, ainsi qu'un laquage et un durcissement en aval.
Alliages couramment utilisés pour les fermetures imprimées
La plupart des feuilles imprimées de fermetures en aluminium utilisent des alliages aluminium-manganèse de la série 3xxx ou des alliages 1xxx/8xxx sélectionnés en fonction de la conception du capuchon, de la gravité du formage et des attentes d'impression.
AA3105 et AA3005 sont largement utilisés car le manganèse renforce l'aluminium tout en préservant la formabilité. Pour certaines applications nécessitant une très grande pureté et une excellente surface, les AA1070/AA1050 peuvent être envisagés, bien que la résistance soit moindre et puisse influencer la rigidité du capuchon. Certains écosystèmes de fermeture utilisent également le 8011 sur des marchés spécifiques en raison de sa disponibilité et de ses propriétés équilibrées.
En termes pratiques, choisir l'alliage revient à choisir le « caractère » de la tôle : comment elle s'écoule lors du formage, comment elle maintient la définition du moletage et comment elle se comporte sous couple et au laminage avec inviolabilité.
La trempe et pourquoi c'est important sur la ligne de casquette
L'humeur est l'endroit où le stock de fermeture devient le stock de fermeture. Une feuille trop dure peut se fissurer au niveau de la jupe lors du roulage ou présenter une texture peau d'orange qui ruine la brillance de l'impression. Une feuille trop molle peut se déformer, perdre l’intégrité du fil ou paraître fragile.
Les états courants pour les feuilles imprimées de fermetures en aluminium incluent H14, H16, H18 et, dans certaines voies de fabrication, H19 pour des besoins de résistance plus élevés. Pour de nombreux bouchons ROPP, H14 à H16 offre un équilibre fiable : suffisamment de résistance pour conserver la forme du bouchon, suffisamment de ductilité pour former proprement des filetages et des bandes d'inviolabilité.
La sélection de la température affecte également l’impression. Un matériau plus dur peut « rebondir » légèrement pendant le formage, c'est pourquoi la fenêtre de processus pour l'alignement du repérage et de la décoration doit être prise en compte. Une trempe bien adaptée réduit les déchets non seulement à la presse, mais également à la boucheuse.
Paramètres typiques qui intéressent les clients
Les clients qui achètent une feuille imprimée de fermetures en aluminium l'évaluent souvent sous un angle mixte : acheteur d'impression de pièces, ingénieur de formage de pièces, auditeur de la qualité des pièces. Les paramètres communément spécifiés incluent :
- Plage d'épaisseur généralement utilisée pour les fermetures : environ 0,18 à 0,30 mm, de nombreuses fermetures pour boissons et spiritueux tombant entre 0,20 et 0,23 mm en fonction du diamètre et de la conception.
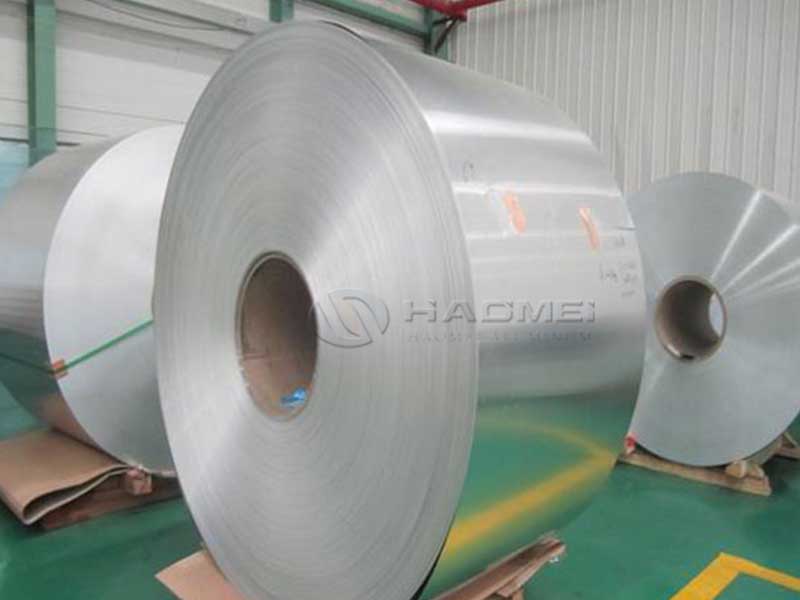
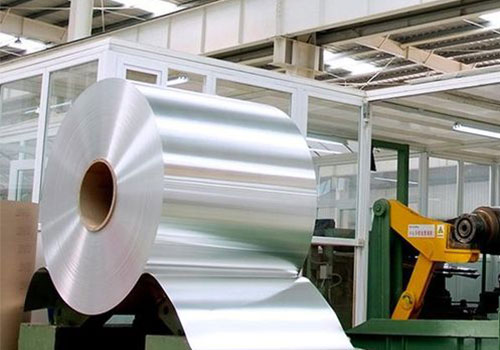
- Largeur : adaptée aux capacités de presse et de découpe, souvent sous forme de bobines pour une efficacité élevée
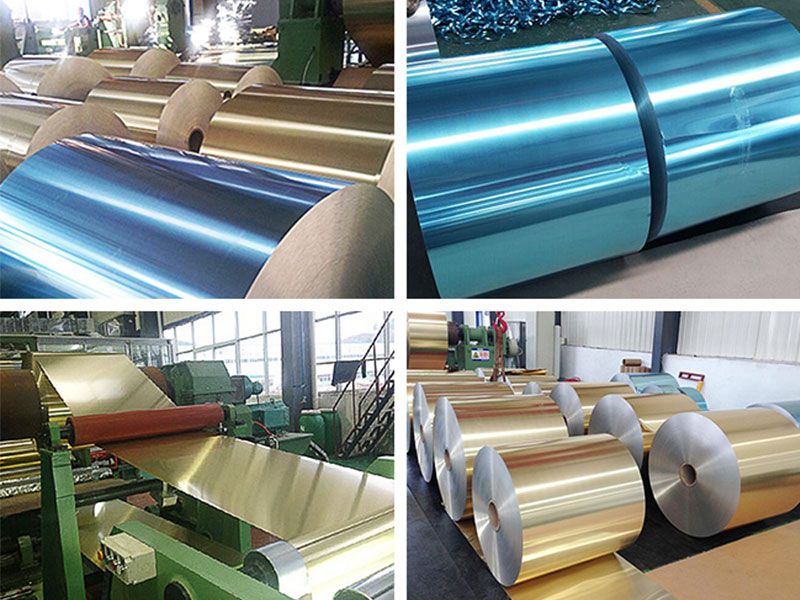
- Finition de surface : finition brillante/laminée ou surface prétraitée adaptée à l'impression et au revêtement
- Planéité et forme : essentielles pour une alimentation stable dans les presses à imprimer et les presses de transformation
- Propriétés mécaniques cibles : résistance à la traction et allongement alignés sur la sévérité du formage
- Propreté des surfaces : faible huile résiduelle, rugosité contrôlée, inclusions minimes pour éviter les défauts d'impression
- Compatibilité des revêtements : les systèmes apprêt/laque doivent adhérer et durcir sans cloques ni délaminage
Derrière ces puces se cache une réalité commerciale unique : l’impression et le formage des fermetures sont un jeu de rapidité. Une petite incohérence dans la forme de la bobine, son calibre ou son énergie de surface se traduit par des milliers de bouchons défectueux par heure.
Normes de mise en œuvre et références qualité
L'approvisionnement en tôles de fermeture s'aligne généralement sur les normes largement reconnues en matière d'aluminium, tout en respectant également les accords spécifiques au secteur des fermetures. Les références typiques incluent :
- ASTM B209 pour les tôles et plaques d'aluminium et d'alliage d'aluminium
- Série EN 485 pour l'aluminium et les alliages d'aluminium, y compris les propriétés mécaniques et les tolérances
- EN 573 pour la composition chimique des alliages d'aluminium corroyés
- Exigences de conformité RoHS et REACH pour les marchés réglementés
- Exigences liées au contact alimentaire et à l'emballage, en fonction du revêtement et de l'utilisation finale prévue
Dans de nombreux programmes de bouchage, la « vraie » norme est également la spécification interne du client : elle définit des références de performances d'impression, des objectifs d'adhérence du revêtement, un contrôle d'oreille et des résultats de formage dans la géométrie spécifique du bouchon.
Tableau de composition chimique (typique)
Vous trouverez ci-dessous une référence chimique typique pour les alliages d'impression de fermeture courants. Les limites réelles dépendent de la norme en vigueur et de l’accord fournisseur/client.
| Alliage | Si (maximum) | Fe (maximum) | Avec (maximum) | Mn | mg (maximum) | Zn (maximum) | Ti (maximum) | Al |
|---|---|---|---|---|---|---|---|---|
| Actes 105 | 0,60 | 0,70 | 0,30 | 0,30-0,80 | 0,20 | 0,40 | 0,10 | Reste |
| AA005 | 0,60 | 0,70 | 0,30 | 1,0–1,5 | 0,20-0,60 | 0,25 | 0,10 | Reste |
| AA8011 | 0,50 à 0,90 | 0,60-1,0 | 0,10 | 0,20 | 0,05 | 0,10 | 0,08 | Reste |
De la feuille au capuchon fini : la poignée de main cachée « impression-forme »
Une manière distinctive de considérer la feuille imprimée de fermeture en aluminium est de la traiter comme un traducteur entre deux mondes. L'impression nécessite une surface avec une énergie et une microrugosité constantes pour que l'encre mouille uniformément. Le formage nécessite une microstructure capable de s'étirer et de se comprimer sans déchirure localisée. Ces besoins peuvent être contradictoires, et le meilleur stock de fermeture est celui où ils se serrent la main.
Cette poignée de main est gérée par la pratique du laminage, le recuit intermédiaire (le cas échéant), le laminage final et le contrôle de la surface. Si le grain est trop grossier, la fermeture peut présenter une texture après formage, ternissant ainsi les effets métalliques. Si les résidus de lubrification sont incohérents, l’adhérence de l’encre peut varier sur la bande. Si le jeu des bobines est excessif, l’alimentation de la presse devient instable, entraînant une dérive d’enregistrement ou une variation de l’épaisseur du revêtement.
Que demander à votre fournisseur (contrôles rapides et pratiques)
Un solide programme d'impression de feuilles de fermeture en aluminium s'appuie sur une documentation claire et des tests reproductibles. De nombreux acheteurs demandent :
- Certificat d'essai en usine avec chimie, propriétés mécaniques et identification de la bobine
- Rapports de tolérance d'épaisseur et de largeur, plus confirmation de planéité/forme
- Déclaration de qualité de surface, y compris l'approche de contrôle des trous d'épingle/inclusions
- Conseils de compatibilité d'impression et de revêtement pour le système de presse prévu
- Prise en charge de bobines d'essai pour valider les conditions réelles de fabrication des bouchons : impression, durcissement, estampage, laminage et couple de bouchage
Réflexion finale : pourquoi cette fiche est un atout de marque
Une fermeture est ouverte à quelques centimètres du visage du client. La brillance, la précision des couleurs, la molette tactile et la rupture nette de la bande de vol renforcent discrètement la qualité de la marque. La feuille imprimée de fermeture en aluminium est la base en amont de ce moment. Lorsque l'alliage, la trempe, les paramètres et les normes sont choisis en gardant à l'esprit l'expérience de l'utilisateur final, le résultat n'est pas seulement un matériau conforme, c'est une fermeture qui s'imprime de manière nette, fonctionne sans problème et protège le produit en toute confiance.