Le papier d'aluminium est souvent décrit comme « juste une barrière », mais dans les emballages alimentaires modernes, il se comporte davantage comme un négociateur silencieux entre trois forces qui s'affrontent généralement : la fraîcheur, la vitesse de fabrication et l'identité de la marque. Une feuille d'aluminium imprimée sur mesure transforme cette négociation en une situation gagnant-gagnant, car les mêmes microns de métal qui bloquent l'oxygène et la lumière peuvent également devenir un panneau d'affichage haut de gamme qui survit à la chaleur, à la graisse, aux plis et au temps.
D'un point de vue distinctif, considérez la feuille imprimée non pas comme un substrat que vous décorez, mais comme une interface fonctionnelle que vous concevez. L’impression n’est pas simplement de l’encre sur du métal ; il fait partie d'un système en couches qui doit maintenir l'intégrité du joint, la sécurité alimentaire, la lisibilité et la stabilité des couleurs pendant que la feuille est froissée, laminée, perforée ou thermoscellée à la vitesse des chaînes industrielles. Lorsque l’on aborde les choses de cette façon, les détails techniques cessent d’être des « éléments de fiche technique » et commencent à devenir des leviers qui protègent à la fois le produit et la marque.
Pourquoi le papier d'aluminium imprimé sur mesure fonctionne si bien pour les marques alimentaires
Le film imprimé excelle car il unifie la protection et la narration dans la même empreinte matérielle.
Des performances de barrière qui restent constantes
L'aluminium est essentiellement imperméable aux gaz et à la lumière aux épaisseurs d'emballage typiques, aidant à défendre la saveur et l'arôme de la pénétration d'oxygène et empêchant l'oxydation provoquée par la lumière. Ceci est particulièrement pertinent pour le café, le chocolat, les produits laitiers, les condiments, les épices et les applications de cornue ou de remplissage à chaud en fonction de la structure.
Un comportement thermique qui prend en charge de vraies cuisines et de vraies usines
Le papier d'aluminium tolère les températures élevées et basses, ce qui le rend adapté aux applications de cuisson, aux couvercles, aux doublures intérieures, aux emballages de beurre, aux emballages de chocolat et aux couvercles multicouches où le thermoscellage est nécessaire. En termes de marque, cela signifie que votre œuvre d'art ne doit pas nécessairement se limiter à « l'esthétique à température ambiante » : elle peut être conçue pour des produits qui sont réfrigérés, chauffés ou expédiés à des températures extrêmes.
Un look haut de gamme qui ne nécessite pas de matériel supplémentaire
La réflectivité naturelle de la feuille et sa réponse tactile « nette » communiquent une qualité sans plastiques plus épais ni cartons lourds. L'impression personnalisée sur film peut produire des effets mats, brillants, métalliques ou des laques sélectives qui donnent même aux petits emballages une impression de qualité supérieure.
Le point de vue unique de l'ingénierie : l'impression en tant que problème de « chimie de surface contrôlée »
L’impression sur feuille d’aluminium est fondamentalement un exercice scientifique de surface. L'aluminium nu forme instantanément une fine couche d'oxyde dans l'air. Cet oxyde est stable et protecteur, mais il détermine également la manière dont les encres, les apprêts et les adhésifs s'humidifient et se lient. Le succès d’une stratégie de marque sur papier d’aluminium repose sur le contrôle de l’énergie de surface et de la compatibilité entre les couches, et pas seulement sur le choix de jolies couleurs.
C'est pourquoi les systèmes d'apprêts, le traitement corona/plasma (pour les bandes laminées) et la chimie correcte de l'encre sont importants. En pratique, les meilleures structures de feuilles imprimées traitent la feuille comme un composant haute performance : spécifiez l'alliage et la trempe, sélectionnez la finition de surface, adaptez-la au processus d'impression, puis confirmez l'adhésion, la résistance au frottement et la conformité de migration en fonction du type d'aliment et de la température du processus.
Paramètres typiques du papier d'aluminium imprimé dans les emballages alimentaires
Vous trouverez ci-dessous des plages courantes et pratiques utilisées sur les lignes de conversion mondiales. La sélection finale doit être validée par l’application finale, la couche de scellement et la vitesse d’emballage.
Épaisseur de la feuille (jauge)
Les épaisseurs couramment utilisées comprennent 6 à 9 μm pour les emballages de chocolat et les emballages torsadés, 9 à 20 μm pour les emballages de beurre et les laminages généraux, 20 à 30 μm pour les couvercles et certaines utilisations de formage, et 30 à 60 μm pour les applications plus lourdes, semi-rigides ou le formage spécialisé. De nombreuses structures de couvercles et de stratifiés utilisent une feuille de 30 à 40 μm en fonction des objectifs de rigidité.
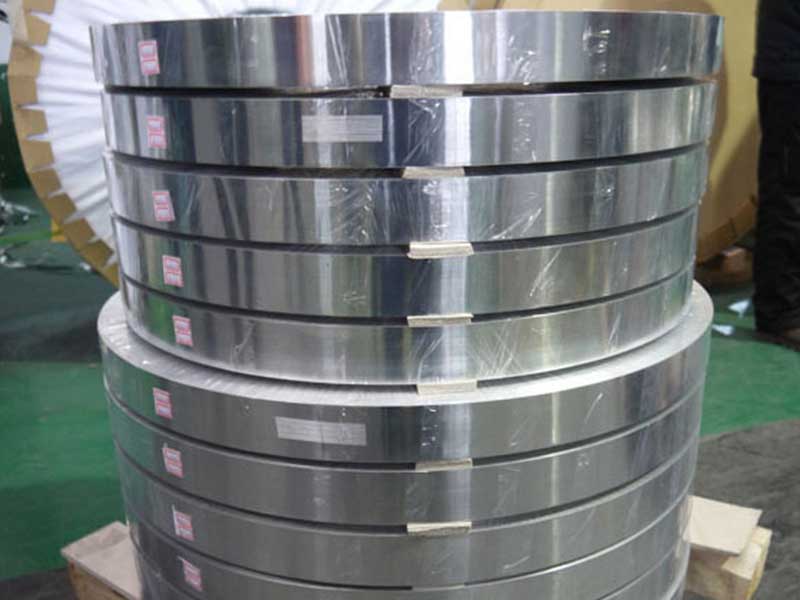
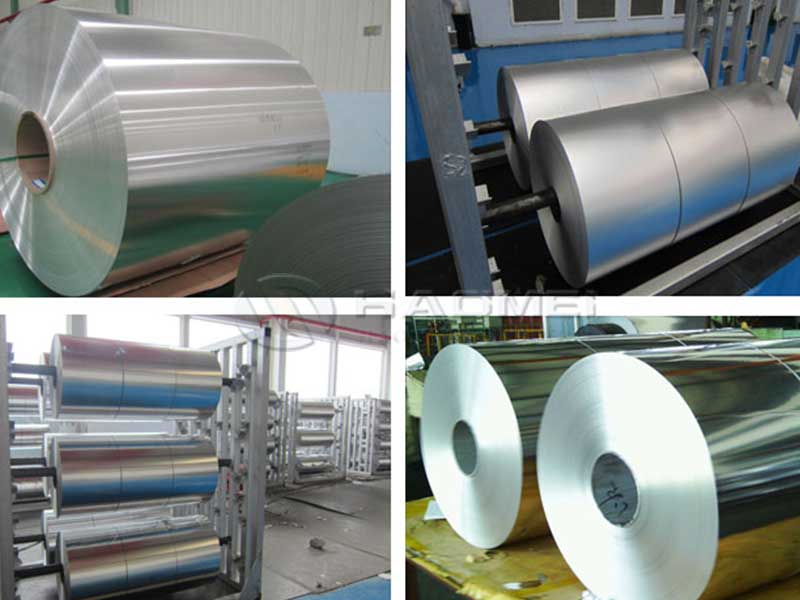
Configuration de la largeur, du noyau et du rouleau
Les rouleaux géants sont généralement fournis avec des largeurs adaptées aux presses à imprimer et aux plastifieuses, généralement comprises entre 200 et 1 600 mm selon l'équipement. Les noyaux mesurent souvent 3 ou 6 pouces, avec un diamètre extérieur et un poids conçus pour correspondre aux limites de tension de déroulement.
Finition de surface et propreté
Un côté est généralement plus brillant (le « côté brillant ») et l'autre plus mat (le « côté mat ») en raison du contact par roulement. Pour l'impression, les transformateurs précisent souvent quelle face doit être imprimée, et les exigences de propreté sont essentielles pour éviter les piqûres, une mauvaise adhérence ou des vides d'impression.
Sténopés et continuité
Une feuille mince peut contenir des trous d’épingle ; dans les stratifications, les couches de polymère compensent généralement. Lorsqu’une barrière absolue est requise, une feuille plus épaisse, un meilleur contrôle de la jauge et une conception de stratifié appropriée sont utilisées.
Alliage et trempe : les contrôles cachés derrière la qualité d'impression et les performances de conversion
Dans les emballages alimentaires, les alliages de feuilles les plus courants appartiennent aux séries 1xxx et 8xxx. Le choix porte moins sur la « résistance » au sens courant du terme que sur le comportement du métal lors du laminage, du refendage, de l'impression et du laminage.
Options d'alliage courantes pour le papier d'emballage
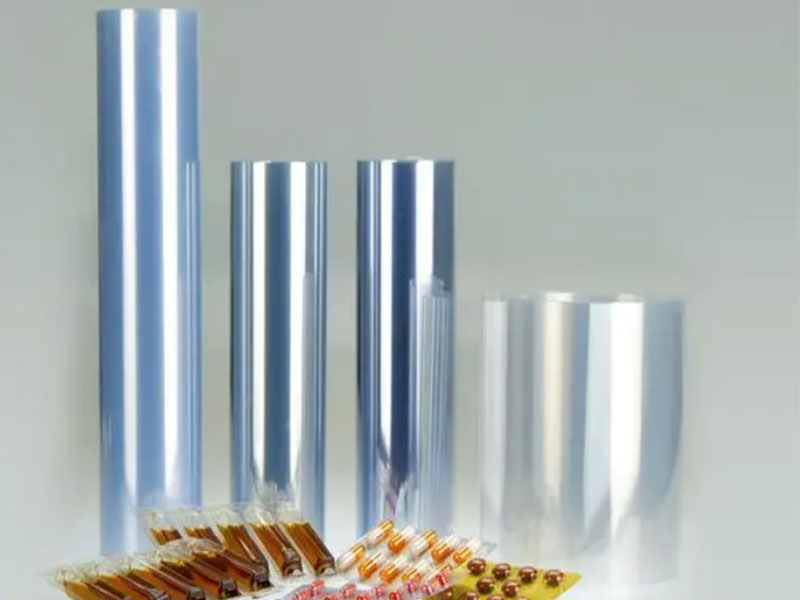
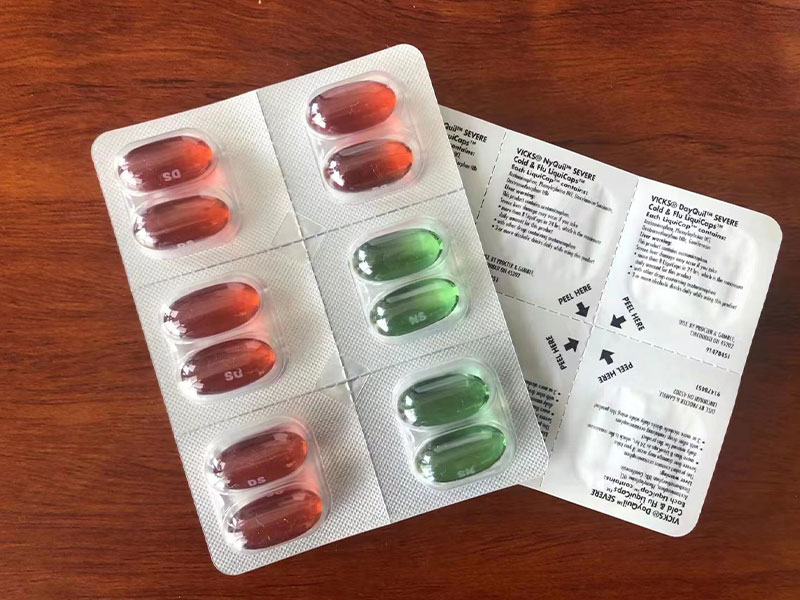
L'alliage 8011 est largement utilisé pour les feuilles d'aluminium pour récipients alimentaires, les opercules, les feuilles de style pharmaceutique et les laminages d'emballages, car il équilibre la formabilité, la résistance et la stabilité du processus. L'alliage 8079 est souvent choisi pour les feuilles très fines avec des attentes exigeantes en matière de barrière et une bonne ductilité. L'alliage 1235 est courant pour les feuilles d'aluminium et les laminages domestiques où une excellente pureté favorise la résistance à la corrosion et une surface homogène.
Sélection de tempérament et ce que cela signifie réellement dans l'image de marque
L'état doux (souvent O) est hautement formable et a tendance à être utilisé là où un emboutissage profond, un gaufrage ou un pliage serré est attendu. Les états plus durs (généralement H18, H19, H22, H24 selon le type de produit) offrent une plus grande rigidité et une meilleure manipulation de la bande à grande vitesse, ce qui peut améliorer la stabilité du registre d'impression et réduire le flottement de la bande. Pour les couvercles et les stratifiés, les états intermédiaires peuvent offrir un équilibre entre le comportement au pliage et la maniabilité.
En termes pratiques, si votre emballage doit avoir un aspect parfait en rayon, la température a un impact sur la façon dont le papier d'aluminium repose à plat, résiste à la « mise en conserve à l'huile », retient le gaufrage et se comporte sous tension sur la presse.
Processus d'impression et systèmes d'encre utilisés sur le papier d'aluminium
L'impression héliogravure est largement utilisée pour les emballages de gros volumes et de haute couleur, car elle permet d'obtenir une application d'encre cohérente et des détails nets à grande vitesse. L'impression flexographique est également courante, en particulier pour certaines constructions stratifiées et lorsque des films d'encre plus fins et des changements rapides sont souhaités.
Les systèmes d'encre pour les emballages en aluminium comprennent souvent des encres à base de solvants conçues pour adhérer aux apprêts et aux surfaces laquées, avec une sélection minutieuse pour répondre aux exigences de contact alimentaire et de faible migration. Les systèmes à base d’eau peuvent être utilisés dans certaines structures avec une préparation de surface et une capacité de séchage correctes. Les encres UV peuvent être utilisées dans certaines couches externes sans contact alimentaire, mais les emballages alimentaires donnent généralement la priorité à la sécurité de la migration et à la stabilité thermique, de sorte que la sélection du système est prudente et axée sur la conformité.
Un point : la plupart des films imprimés sur les emballages alimentaires sont imprimés sur le côté extérieur d'un stratifié (impression inversée), puis laminés afin que l'encre soit emprisonnée entre les couches. Cela protège les graphiques de l’abrasion et crée une barrière fonctionnelle au transfert d’encre.
Normes de mise en œuvre et attentes en matière de conformité
Étant donné que le film imprimé touche à la fois aux allégations de sécurité alimentaire et de marque, la mise en œuvre est ancrée dans des normes reconnues et de bonnes pratiques de fabrication plutôt que dans l'improvisation.
Cadres contact alimentaire et BPF
De nombreux fabricants alignent leur production sur les exigences de bonnes pratiques de fabrication telles que celles reflétées dans le règlement (CE) n° 1935/2004 de l'UE pour les matériaux destinés à entrer en contact avec des aliments, le règlement (CE) n° 2023/2006 de l'UE pour les BPF et les mesures applicables pour les plastiques ou les revêtements lorsque le film est laminé ou laqué. Aux États-Unis, la conformité fait généralement référence aux dispositions de la FDA relatives au contact alimentaire concernant les revêtements, les adhésifs et les encres d'imprimerie utilisés dans les structures d'emballage. Pour la migration, la structure doit être évaluée dans son ensemble et non comme des matériaux isolés.
Gestion de la qualité et contrôles d'emballage
Les usines fonctionnent fréquemment sous la norme ISO 9001 pour les systèmes de qualité, et les chaînes d'approvisionnement en emballages alimentaires nécessitent souvent des contrôles basés sur HACCP, BRCGS Packaging Materials ou FSSC 22000 en fonction des exigences des clients. Pour l'impression, les flux de gestion des couleurs suivent souvent les principes ISO 12647, et les éléments de codes-barres/étiquettes sont vérifiés par rapport aux normes de vente au détail des clients.
Normes de test et d'acceptation en transformation
Les contrôles typiques à l'arrivée et en cours de processus comprennent l'uniformité de l'épaisseur et du calibre, l'inspection de la surface pour détecter les trous et la contamination, la dureté des rouleaux et le télescopage, l'adhérence de l'encre, la résistance au frottement, la rétention des solvants, la force d'adhérence du laminage, la force du joint, les performances WVTR/OTR pour le stratifié final et les tests sensoriels/odorants si nécessaire.
Adhésion, scellage et laminage : là où l'impression personnalisée doit se comporter comme un emballage
La feuille imprimée ne réussit que lorsque la structure se scelle de manière fiable.
Thermoscellage
La feuille elle-même ne constitue généralement pas la surface d’étanchéité ; une laque thermoscellable ou une couche de polymère assure l'étanchéité. Les performances du joint dépendent de la fenêtre de température de scellage, du temps de séjour, de la pression et de la tolérance à la contamination (huile, poudre, humidité). If the package is for greasy foods, the sealant choice and surface treatment become crucial to prevent seal creep.
Laminage
Les structures courantes comprennent le PET/Al/PE, l'OPP/Al/PE, le papier/Al/PE ou des bandes spécialisées à haute barrière. Les adhésifs sont sélectionnés en fonction de l'environnement du processus, tel que la résistance à l'autoclave, le remplissage à chaud, le stockage au congélateur ou les arômes agressifs. Pour le marquage, le laminage sur une feuille imprimée à l'envers protège le design tout en conservant des effets métalliques haut de gamme.
Propriétés chimiques et composition : vue relative à l'emballage
Pour les alliages de feuilles d'aluminium, la composition est étroitement contrôlée car les oligo-éléments affectent le comportement au roulement, la tendance aux sténopés, la résistance et les performances à la corrosion. Vous trouverez ci-dessous un tableau de référence pratique pour les alliages courants de feuilles d’emballage. Les valeurs sont des maximums ou des plages typiques utilisées dans les spécifications industrielles ; les limites exactes dépendent de la norme en vigueur et de l’accord du fournisseur.
Composition chimique typique des alliages de papier d'aluminium courants (% en poids)
| Alliage | Tout (min) | Et | Fe | Cu | Mn | Mg | Zn | De | Notes pour l'utilisation des emballages alimentaires |
|---|---|---|---|---|---|---|---|---|---|
| 1235 | 99.35 | ≤0,10 | ≤0,65 | ≤0,05 | ≤0,05 | ≤0,05 | ≤0,10 | ≤0,06 | Haute pureté ; bonne résistance à la corrosion et performances de barrière constantes dans les stratifications |
| 8011 | Équilibre | 0,50-0,90 | 0,60 à 1,00 | ≤0,10 | ≤0,20 | ≤0,05 | ≤0,10 | ≤0,08 | Alliage d'emballage de bête de somme; bon équilibre résistance/formabilité, stable pour la transformation |
| 8079 | Équilibre | ≤0,05–0,10 | ≤0,70 | ≤0,10 | ≤0,20 | ≤0,05 | ≤0,10 | ≤0,08 | Souvent utilisé pour les jauges plus fines nécessitant une bonne ductilité et une bonne stabilité de la barrière |
Si votre application inclut des aliments acides, salés ou très aromatiques, le système de laque/scellant et les adhésifs conformes à la migration comptent plus que de petites différences dans le comportement à la corrosion de l'alliage de base, car la plupart des films imprimés sont utilisés dans des structures composites avec des couches fonctionnelles.
Comment spécifier une feuille d'aluminium imprimée sur mesure sans suracheter ni sous-performer
Une spécification solide se lit comme une histoire de performance et non comme une demande matérielle générique.
Commencez par l’environnement d’utilisation finale
S'agit-il de stockage au congélateur, de remplissage à chaud, de cornue, de cuisson en boulangerie ou de collations à température ambiante ? La plage de température et l’exposition à la graisse déterminent le choix de la laque, de l’adhésif et de l’encre.
Définir le chemin de conversion
La feuille sera-t-elle imprimée en héliogravure et laminée au solvant, laminée par extrusion ou recouverte d'une laque thermoscellable ? Chaque voie modifie les besoins en apprêt, les limites de rétention des solvants et les exigences de durcissement.
Verrouillez les besoins mécaniques qui protègent l’œuvre d’art
L'épaisseur et la trempe affectent la planéité, la rigidité et la manipulation de la bande. Si l’impression doit maintenir un registre serré pour une typographie fine ou des motifs haut de gamme, un comportement de tension stable et une jauge cohérente font partie de votre boîte à outils de marque.
Confirmer la conformité en tant que structure
Demandez de la documentation sur la conformité au contact alimentaire pour les revêtements, les encres (telles qu'utilisées en impression inversée), les adhésifs et le stratifié final. Les tests de migration sont souvent effectués sur la structure finale dans des conditions qui simulent le type d'aliment et le profil temps/température.
Avantages de la marque que seule la feuille imprimée peut offrir (lorsqu'elle est conçue correctement)
Authenticité métallique
Contrairement aux films « d'aspect métallique », la feuille d'aluminium offre de véritables reflets spéculaires, un contraste élevé et une profondeur exceptionnelle. L'impression peut sélectivement atténuer ou amplifier cette réflectivité à l'aide d'encres blanches, de vernis mats ou de revêtements partiels.
Tactilité nette et mémoire morte
Le film peut contenir des plis et des gaufrages de manière à prendre en charge des formes d'emballage distinctives et des indices d'inviolabilité. Cette « mémoire pliée » devient une signature de marque dans les emballages et les doublures intérieures.
Protection de l'impression via l'impression inversée
Lorsque les encres sont emprisonnées dans un stratifié, vos graphiques résistent aux éraflures, aux huiles et à l'humidité. Pour de nombreuses marques alimentaires, c’est la différence entre un emballage prêt à être vendu et un emballage qui se dégrade lors de la distribution.