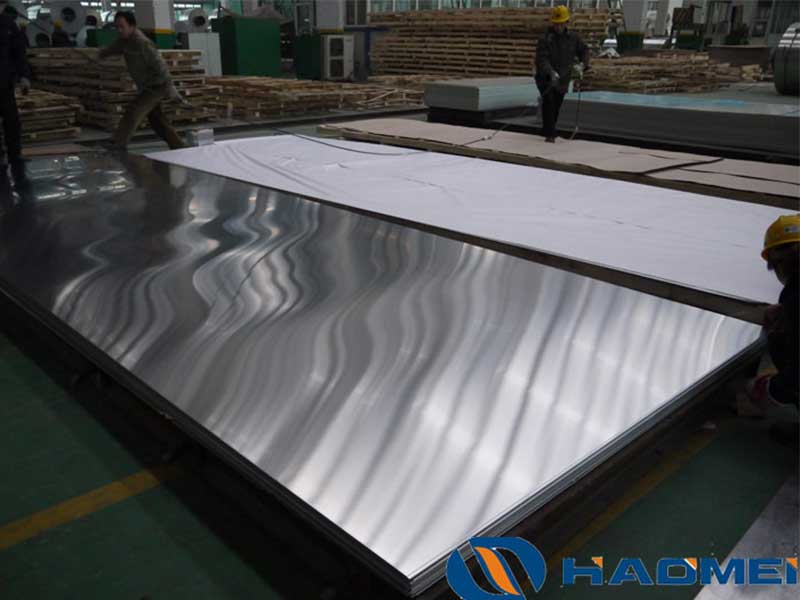
Hoja de aluminio de aleación CC DC de 13 mm de espesor: un material "primero en el proceso" para cargas importantes y acabados limpios
Cuando los clientes piden una lámina de aluminio de 13 mm, rara vez compran algo "genérico". Con este espesor, el aluminio deja de comportarse como una piel delgada y comienza a actuar como una placa estructural que aún se mecaniza limpiamente, resiste la corrosión y se mueve durante la fabricación sin la penalización de peso del acero. ¿Qué hace que unHoja de aluminio de aleación CC DC de 13 mm de espesorEspecialmente práctico es que se puede seleccionar entre dos rutas de producción:CC (reparto continuo)yDC (reparto de Direct Chill)-cada uno con una personalidad diferente. Pensar primero en términos de proceso (CC frente a DC) es una forma rápida de elegir la hoja adecuada en cuanto a rendimiento, costo y acabado.
Lo que realmente significan "CC" y "DC" para una hoja de 13 mm
CC (reparto continuo)La lámina de aluminio se produce en una línea de colada continua y luego se lamina hasta alcanzar su espesor. Sus mayores fortalezas sonRentabilidad, disponibilidad estable y buen control de planitud.para muchas aplicaciones industriales y de ingeniería general. La lámina CC se usa ampliamente cuando el rendimiento mecánico debe ser confiable pero no extremo, y donde el uso final no es muy sensible al grano ultrafino o la apariencia anodizada de primera calidad.
DC (reparto de Direct Chill)La lámina de aluminio comienza como un lingote más grueso fundido en un proceso de CC, luego se lamina en caliente y en frío hasta alcanzar el calibre final. El material DC tiende a ofrecermejor uniformidad de la estructura interna, mejor maquinabilidad, propiedades mecánicas más consistentes en toda la sección y comportamiento superior de superficie/anodizadoen muchas aleaciones. Para espesores de 13 mm, donde el mecanizado, la perforación, el alojamiento y el acabado de alta calidad se vuelven más comunes, la CC puede parecer más "limpia" en la fabricación.
En términos simples,A menudo se elige la lámina CC de 13 mm para una fabricación eficiente y robusta., mientrasLa lámina CC de 13 mm se prefiere cuando la calidad del mecanizado, la superficie superior o el margen de rendimiento son importantes.
Por qué un grosor de 13 mm es el punto ideal
Una lámina de aluminio de 13 mm se encuentra en un útil término medio: lo suficientemente gruesa como para sujetar roscas (con inserciones o un diseño adecuado), lo suficientemente rígida como para reducir la vibración, pero aún así mucho más liviana que el acero. Las ventajas funcionales comunes a 13 mm incluyen:
- Distribución de carga y rigidez.para placas base, protecciones de máquinas, bastidores y estructuras de transporte
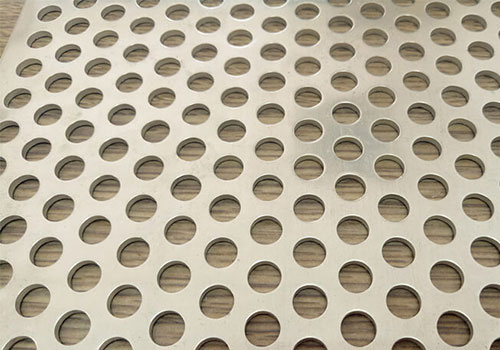
- Estabilidad de mecanizadocon menos vibraciones que las láminas delgadas, soportando cavidades y orificios de precisión
- Resistencia mejorada a las abolladurasen comparación con calibres más ligeros
- Conductividad térmicapara placas de herramientas, disipadores de calor y accesorios industriales
- Resistencia a la corrosiónque reduce los requisitos de recubrimiento en muchos entornos
Funciones y aplicaciones: donde el aluminio de 13 mm trabaja duro
Debido a que el espesor aporta una verdadera rigidez, estas láminas aparecen frecuentemente en:
Equipos industriales y automatización.
La placa/hoja de aluminio de 13 mm es común para placas de montaje, soportes, carcasas de máquinas y subconjuntos estructurales. Para los dispositivos de sujeción de piezas CNC, a menudo se prefieren las aleaciones de ruta DC debido a su consistencia y acabado de mecanizado.
Transporte y carrocerías de remolque.
Para pisos, rampas, paneles protectores y componentes estructurales donde la reducción de peso mejora la carga útil. Las aleaciones 5xxx son populares por su resistencia a la corrosión, especialmente en entornos marinos o con sal en las carreteras.
Estructuras periféricas marinas y offshore
Pasarelas, plataformas y cubiertas se benefician del comportamiento frente a la corrosión del aluminio. 5083/5754 son opciones clásicas, normalmente ruta DC-cast para servicios más exigentes.
Herramientas, plantillas y placas de precisión.
En la fabricación, 13 mm es suficiente para agujeros roscados, pasadores y ciclos de montaje repetidos. 6061/6082 en temple T6 se usa ampliamente por su rigidez y maquinabilidad.
Gestión eléctrica y térmica.
Para placas posteriores de barras colectoras, paneles disipadores de calor y envolventes protectoras. Aquí, se pueden seleccionar las series 1xxx/3xxx por su conductividad o formabilidad, según el diseño.
Selección de aleaciones: elegir según el "comportamiento laboral" en lugar de solo la fuerza
En lugar de comenzar con un número de hoja de datos, muchos compradores toman mejores decisiones al hacer coincidir las familias de aleaciones con el comportamiento de la hoja en el taller y en servicio:
5xxx (Al-Mg) para estructuras que presentan corrosión primero
Aleaciones comunes: 5052, 5083, 5754
Ideal cuando se necesita una fuerte resistencia a la corrosión y buena soldabilidad. A menudo se utiliza en entornos marinos, de transporte y químicos.
6xxx (Al-Mg-Si) para mecanizado y equilibrio estructural
Aleaciones comunes: 6061, 6082
Una opción para mecanizado CNC, soportes estructurales y componentes que requieren resistencia predecible y buen acabado.
1xxx/3xxx para conductividad y formación
Aleaciones comunes: 1050, 1060, 1100, 3003
Se utiliza cuando el rendimiento eléctrico/térmico o el conformado son más importantes que una alta resistencia mecánica.
Templado y condición: qué especificar para obtener lo que espera
Para un espesor de 13 mm, el temperamento determina cómo la lámina se cortará, doblará, soldará y mantendrá su forma:
- O (recocido): máxima ductilidad, conformado más fácil; menor fuerza
- H112 / H114: endurecido por deformación a un nivel controlado, utilizado a menudo para 5xxx y placas generales; buen estado industrial en todos los sentidos
- H32 / H34: templados estabilizados endurecidos por deformación comunes para 5052/5754 donde se necesita resistencia moderada y buena formabilidad
- Flotar: solución tratada térmicamente y envejecida artificialmente (típica de 6061/6082); alta resistencia, excelente comportamiento de mecanizado, menos conformable que los temples O/H
- T651: T6 con alivio del estrés mediante estiramientos; Reduce la distorsión durante el mecanizado, valioso para componentes de precisión.
Si su aplicación incluye mecanizado pesado, cavidades o planitud muy ajustada después del fresado,6061-T651 (ruta CC)suele ser una opción práctica de "control de distorsión".
Estándares de implementación y parámetros de suministro típicos
Una especificación profesional normalmente hace referencia a estándares de química, tolerancias e inspección. Las normas comúnmente utilizadas en el comercio de láminas y placas de aluminio incluyen:
- ASTM B209: Hojas y placas de aluminio y aleaciones de aluminio
- EN 485: Aluminio y aleaciones de aluminio: láminas, tiras y placas (propiedades mecánicas, tolerancias)
- EN 573: Composición química de las aleaciones de aluminio forjado.
- ISO 6361: Láminas, tiras y placas de aluminio forjado y aleaciones de aluminio.
Parámetros típicos paraHoja de aluminio de 13 mm de espesor.suministro (personalizable según la capacidad del molino y la cantidad del pedido):
- Espesor: 13,0 mm (tolerancia según ASTM B209 o EN 485 según lo acordado)
- Ancho: comúnmente 1000–2000 mm (corte personalizado disponible)
- Longitud: comúnmente 2000–6000 mm (o cortado a medida)
- Superficie: acabado de molino; película de PVC opcional; Calidad de anodizado/cepillado opcional para aleaciones de ruta DC
- Llanura: nivelación estándar comercial o de precisión previo acuerdo
- Inspección: análisis químicos, informes de pruebas mecánicas y pruebas ultrasónicas opcionales para usos críticos
Propiedades químicas (tabla de composición típica)
A continuación se muestra untípicoReferencia de composición química (% en peso) para aleaciones comunes utilizadas en láminas de 13 mm. Los límites exactos dependen de la norma (ASTM/EN) y del certificado del proveedor.
| Aleación | Y | fe | Cu | Minnesota | magnesio | cr | zinc | De | Alabama |
|---|---|---|---|---|---|---|---|---|---|
| 1050 | ≤0,25 | ≤0,40 | ≤0,05 | ≤0,05 | ≤0,05 | - | ≤0,07 | ≤0,05 | ≥99,5 |
| 3003 | ≤0,60 | ≤0,70 | 0,05–0,20 | 1,0–1,5 | - | - | ≤0,10 | - | Movimiento rápido del ojo. |
| 5052 | ≤0,25 | ≤0,40 | ≤0,10 | ≤0,10 | 2.2–2.8 | 0,15–0,35 | ≤0,10 | - | Movimiento rápido del ojo. |
| 5083 | ≤0,40 | ≤0,40 | ≤0,10 | 0,4–1,0 | 4,0–4,9 | 0,05–0,25 | ≤0,25 | ≤0,15 | Movimiento rápido del ojo. |
| 5754 | ≤0,40 | ≤0,40 | ≤0,10 | ≤0,50 | 2,6–3,6 | ≤0,30 | ≤0,20 | ≤0,15 | Movimiento rápido del ojo. |
| 6061 | 0,4–0,8 | ≤0,70 | 0,15–0,40 | ≤0,15 | 0,8–1,2 | 0,04–0,35 | ≤0,25 | ≤0,15 | Movimiento rápido del ojo. |
| 6082 | 0,7–1,3 | ≤0,50 | ≤0,10 | 0,4–1,0 | 0,6–1,2 | ≤0,25 | ≤0,20 | ≤0,10 | Movimiento rápido del ojo. |
Una conclusión distintiva: compre el "flujo de trabajo", no solo el metal
por unhoja de aluminio de 13 mm, la forma más confiable de especificar correctamente es imaginar la hoja moviéndose a través de su flujo de trabajo. Si la lámina se soldará y se expondrá a la intemperie, dé prioridad a una aleación 5xxx con un temple H apropiado. Si se mecanizará mediante CNC en piezas de precisión, una aleación DC Route 6xxx en T651 puede ahorrar tiempo de retrabajo y distorsión. Si se trata principalmente de un componente conductor o formado, 1xxx/3xxx puede ser la solución más sencilla y económica.